
Классификация агрегатов
Всего существует три категории фрезеров:
- Профессиональные. Обрабатывают заготовки разных размеров и в большом количестве. Для этого задействуется серьёзный спектр режущих инструментов.
- Бытовые. По функционалу подходят только для домашних мастерских.
- Ручные.
У каждой классификации есть свои подвиды. Так профессиональные станки имеют такие разновидности:
- Стандартные. Применяются для реализации шаблонных операций. Их оснащение позволяет совершать многие работы и придавать заготовкам требующуюся конфигурацию. В режущий арсенал входят: фрезы, свёрла, отличающиеся по диаметру, особые ножи.
- Копировальные. Выполняют художественные операции: нанесения сложных изображений, дислокацию образцов на разные поверхности, оформления орнаментов. В этой работе точность гарантируется, поскольку заготовка фиксируется вакуумным методом.
- Для вертикальной обработки деталей (сверху вниз). Здесь вырезаются пазы с нужной шириной и глубиной, готовятся крепёжные компоненты. Детали обрезаются по требующейся длине.

- Для горизонтальной работы с заготовками. Здесь ось шпинделя находится по отношению к полу горизонтально. Есть цилиндрические и торцевые фрезы.
- Выполняющие одновременную обработку с двух сторон. Являются универсальными. Здесь обрабатываются разнообразные профили. Без этих станков не обходится ни одно производство мебельных составляющих: подставок, ножек, опорных элементов и т.д.
- Оснащённые приборами ЧПУ. Здесь интегрирован электронный комплекс, базирующийся на специальном микропроцессоре. В него заложена программа, определяющая алгоритм операций. За счёт этого существенно развивается точность, качество и динамика работ, и трудовая производительность фрезерного станка с ЧПУ.
Бытовые модели отличаются небольшими габаритами и массой. Они реализуют базовые функции (строгание, сверление шлифовка, распил). Их виды:
- Настольный. Характеризуется лёгкостью эксплуатации и сервиса.
- Ручной. Используется для работы с малогабаритными деталями. На нём готовятся пазы малых размеров, требующиеся для сочленения обособленных компонентов.
2
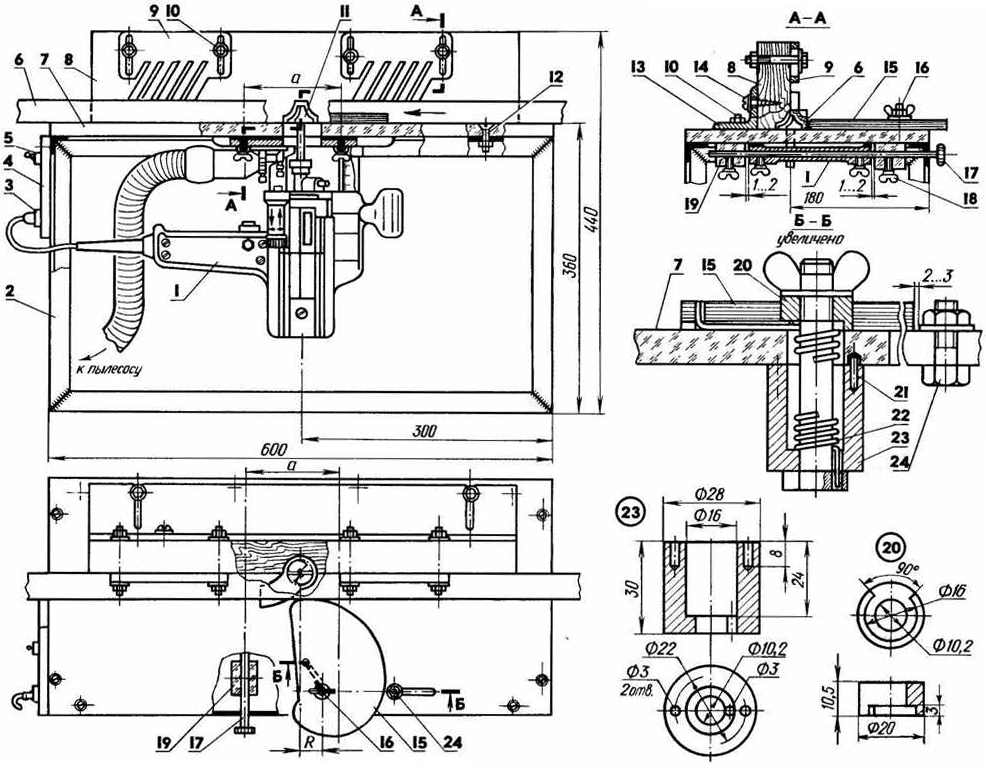
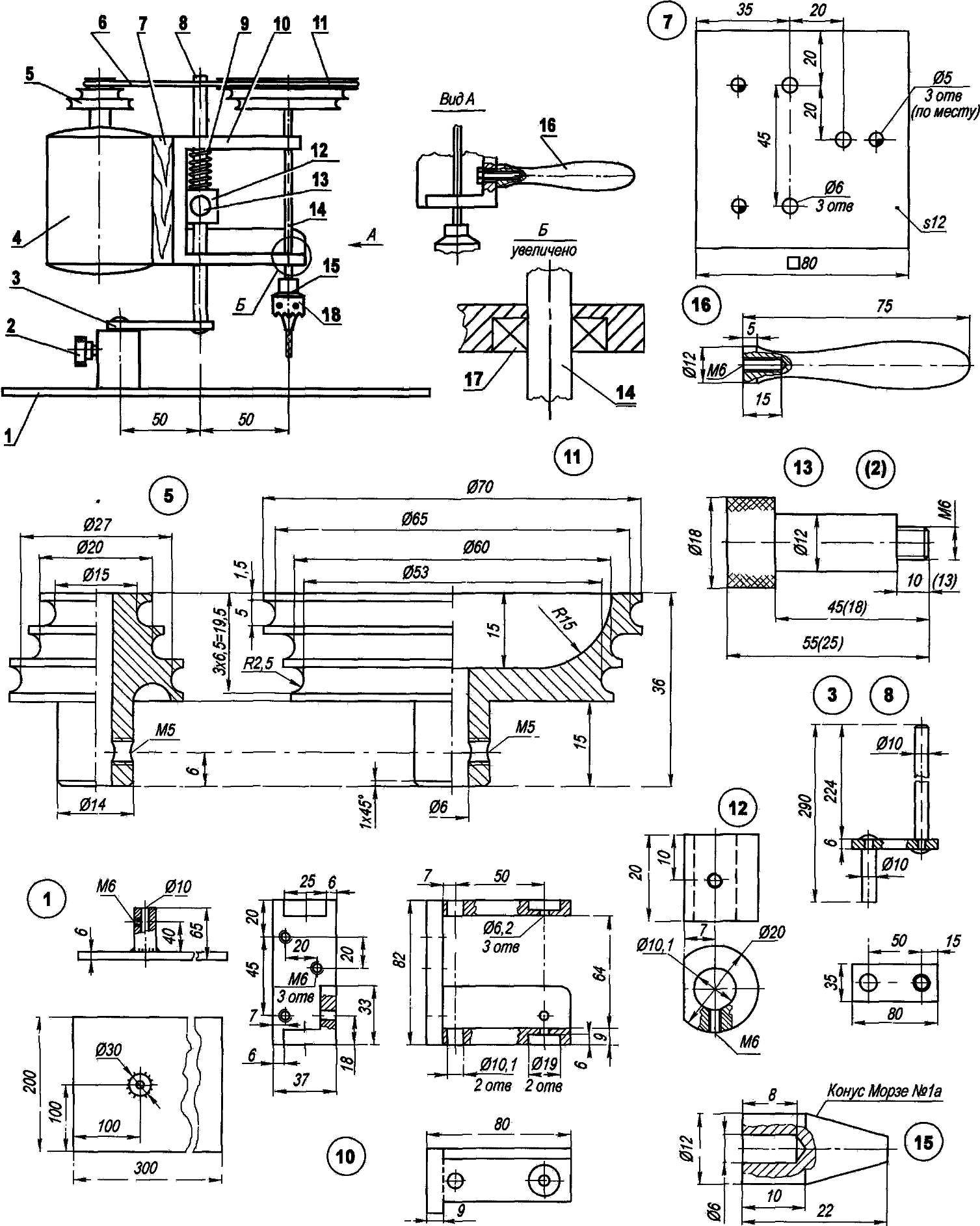
Сначала изучите чертежи, которые достаточно активно выкладывают на специализированные интернет-сайты любители самостоятельного домашнего творчества. Затем выберите оптимальный вариант , подготовьте требуемые материалы и приступайте к сборке агрегата.
Чертеж фрезерного станка
Если вы впервые взялись за такую работу, советуем обращать внимание на самые простые чертежи. Не пытайтесь создать полупромышленный агрегат в своем гараже
Вряд ли у вас получится что-то путное. Начинающим конструкторам рекомендуется использовать в качестве привода обычную ручную дрель, подключаемую к сети 220 В.
Также запаситесь такими материалами:
- автомобильным ромбовым домкратом;
- фанерными листами (берите толстые изделия, маркируемые цифрой 10);
- конусом Морзе (маркировка – 2);
- цанговым патроном;
- штырями из металла для осей;
- металлическими уголками (25-й номер) и квадратной трубой (20-й номер).
Этих материалов будет достаточно для того, чтобы собрать вполне эффективный фрезер для выполнения несложных металлообрабатывающих операций. Сама же сборка агрегата будет производиться при помощи напильника, электродрели, шлифовальной угловой машинки, сварочного аппарата и стандартного набора инструментов любого домашнего умельца.
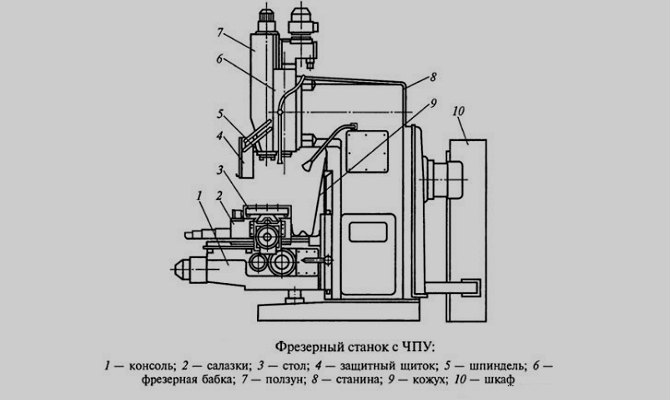
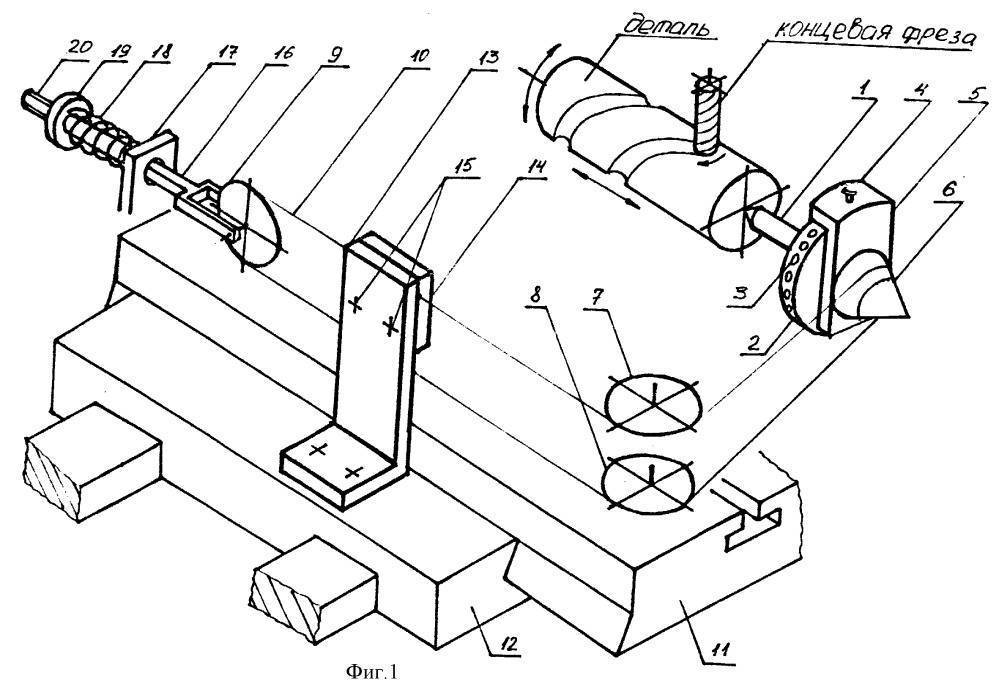
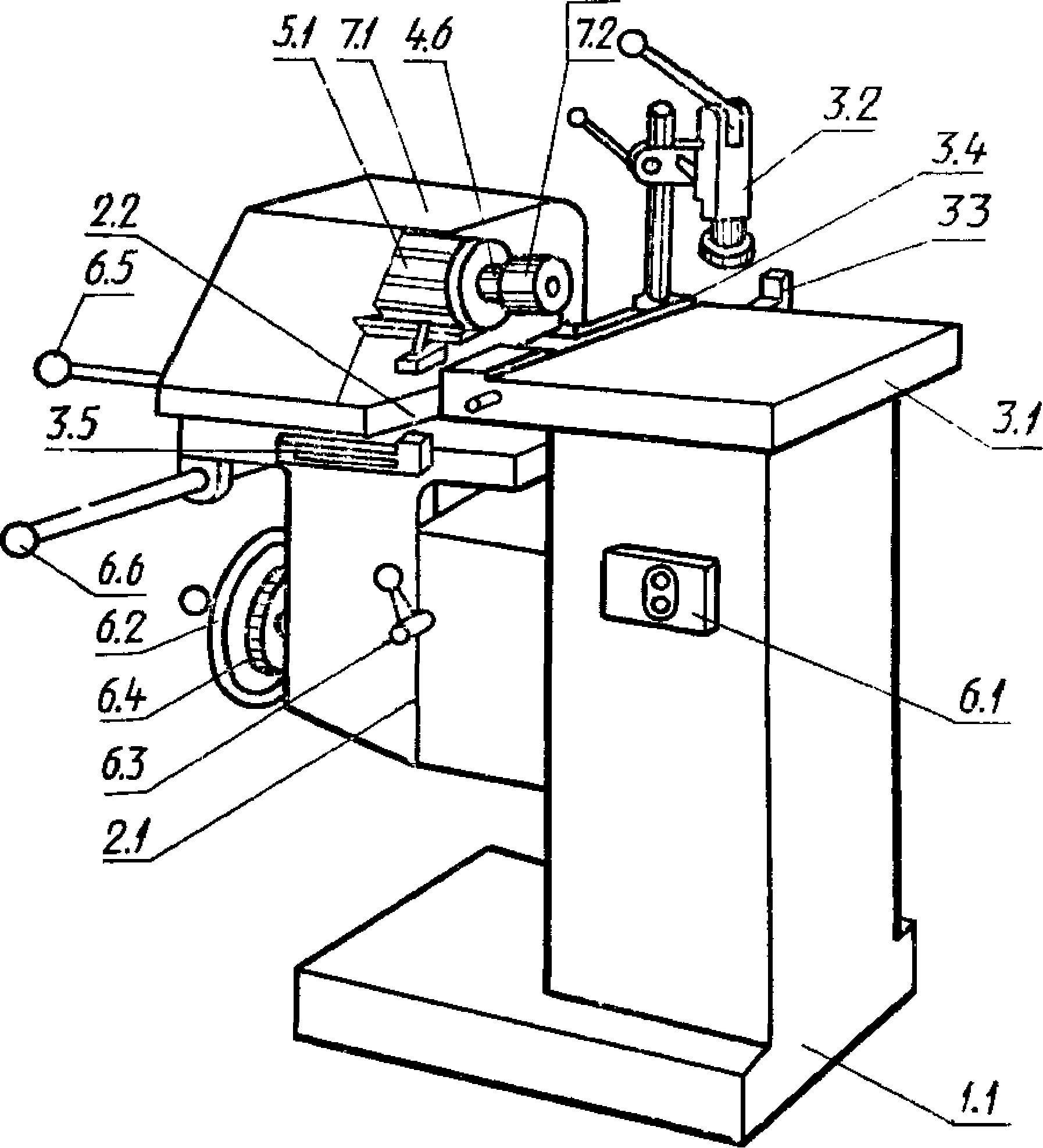
Описание узлов гравировального станка 6Л463
Гравировальный копировально-фрезерный станок с пантографом модели 6Л463 выполнен в виде одноколонной конструкции с вертикальной осью шпинделя и горизонтальным расположением столов изделия и копира.
Станина снабжена вертикальными направляющими, по которым перемещается консоль, несущая рабочий стол станка. Относительно консоли рабочий стол может перемещаться в продольном и поперечном направлениях. На верхних горизонтальных направляющих станины устанавливается каретка, несущая пантограф и стол копира.
Пантограф станка выполнен в виде легких рычагов и служит только для передачи движения от трейсера к шпинделю.
Шпиндель станка монтируется в специальном кронштейне, связанном при помощи рычагов со станиной.
В качестве привода вращения шпинделя используется электродвигатель и ременная передача. Изменение скорости вращения шпинделя производится при помощи ступенчатых шкивов.
Общая компоновка и принцип работы станка 6Л463
Компоновка станка характеризуется вертикальным расположением шпинделя и горизонтальным расположением рабочих поверхностей столов.
Узлы станка смонтированы на жесткой станине. По вертикальным направляющим станины перемещается консоль, несущая на себе салазки и стол изделия. По горизонтальным направляющим станины перемещается стойка пантографа. На станине закреплены подвеска и привод шпинделя.
Обрабатываемая деталь закрепяяется на cтоле изделия, а копир, по которому ведется обработка, закрепляется на столе копира. Формообразующими движениями являются перемещения пантографа. Перемещения столов – установочные.
Станина
Станина и основание являются основными корпусными деталями, на которых монтируются узлы станка.
На левой стенке станины имеются вертикальные направляющие, по которым перемещается консоль со столом изделия.
На задней стенке станины устанавливается кронштейн, удерживающий рычаги шпинделя и привода. Кроме этого на задней стенке устанавливается электродвигатель привода, а в нише монтируется электроаппаратура.
Стол копира
Стол копира 10 (Pиc.10) предназначен для установки копиров, по которым ведется обработка. Стол копира установлен на стойке пантографа. Поворот стола вокруг вертикальной оси осуществляется вручную. Установка величины угла разворота стола копира осуществляется по лимбу, фиксация – рукояткой. Стол копира снабжен пазами типа “ласточкин хвост”, которые служат для установки шрифта. Кроме этого в нем имеется Т-образные пазы, которые могут быть использованы для установки различных приспособлений. Стойка вместе со столом копира и пантографом может перемещаться по горизонтальным направляющим станины, что позволяет установить шпиндель в пределах плоскости стола изделия при различных масштабах копирования. Фиксация стойки осуществляется двумя болтами.
Пантограф
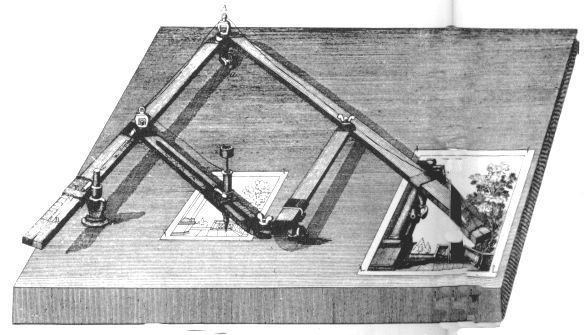
Пантограф (Рис.10) осуществляет на станке копирующее движение. Копирование с помощью пантографа (шарнирного параллелограмма) построено на принципе геометрического подобия треугольников и осуществляется по нижеприведенной схеме;
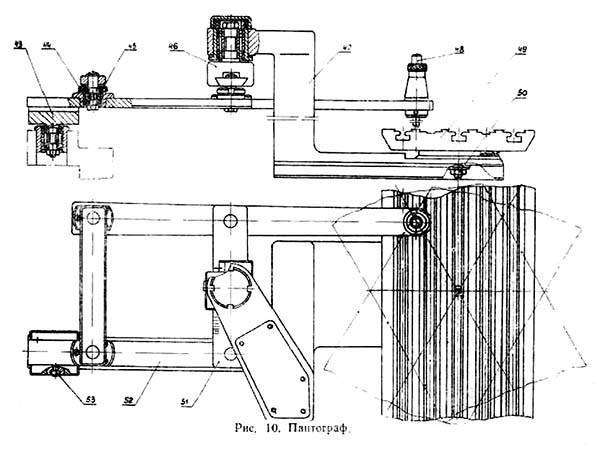
Пантограф гравировального станка 6л463
Копирующее движение на станке осуществляется шарнирным четырехзвенным-пантографом (рис. 10). При помощи кареток 43, 46, имеющих пазы типа «ласточкин хвост», пантограф соединен с корпусом шпинделя и с кареткой 47. Шарнирные соединения пантографа и подвеска кареток 43, 46 собраны на радиально-упорных подшипниках с предварительным натягом, что увеличивает жесткость и точность пантографа. Изменение передаточного отношения пантографа (масштаба копировании) производится перемещением кареток вдоль плеч 51, 52 пантографа, на которых нанесены деления. Трейсер (ощупывающий палец) 48 скользит в отверстии головки и с помощью пружины прижимается к шаблону. Трен-сер, в зависимости от высоты шаблона, устанавливается на различной высоте от плоскости стола копира. Стол копира 49 устанавливается на плоскости каретки 47. Относительно каретки стол может быть повернут под любым углом в пределах ±30°, или развернут па 90. Стол снабжен пазами типа «ласточкин хвост», которые служат для установки шрифта. Кроме этого в нем имеются Т-образные пазы, которые могут быть использованы для установки различных приспособлений. Каретка вместе с пантографом и столом копира может устанавливаться в различных положениях на станине, перемещаясь по ее верхним направляющим. Это позволяет установить шпиндель в пределах плоскости стола изделия при различных масштабах копирования.
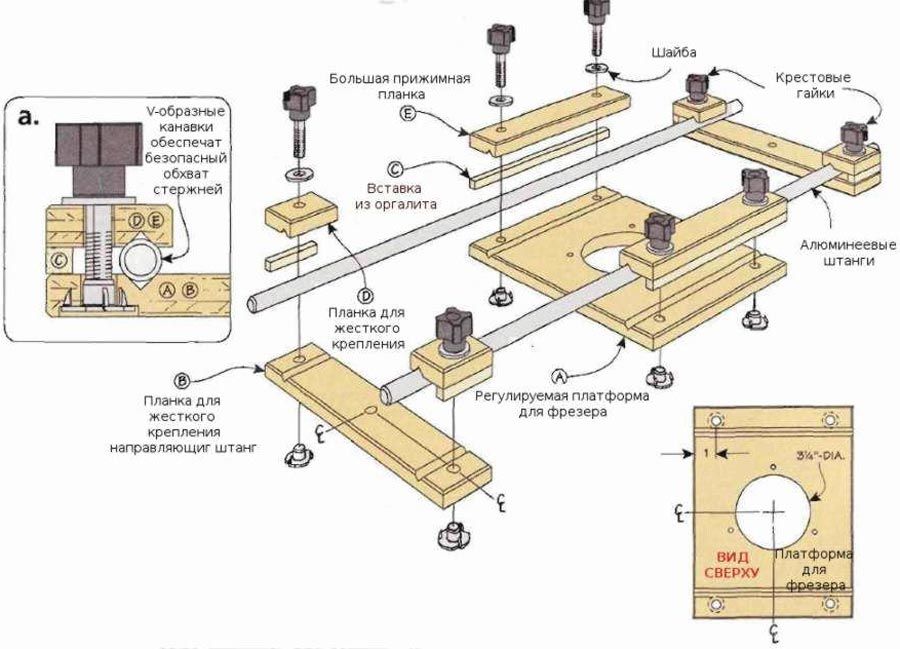
ЧПУ на мускульной тяге (3D Пантограф)

В современном мире, в сообществе людей любящих делать вещи своими руками и при этом не чурающихся технологий, чрезвычайно популярна такая вещь как настольный ЧПУ-станок. Хоть эти устройства стали и достаточно доступны, но все еще остаются дорогими. Самый дешевый китайский вариант, на сегодняшний день, обойдется вам в 700-800 американских денег и он наверняка не заработает сразу из коробки, а потребует приложить усилия для доведения его до ума. Изготовление станка с ЧПУ самостоятельно может обойтись дешевле, но обычно требует доступа к разного рода деревообрабатывающему и металлообрабатывающему оборудованию и умения с его помощью изготовлять детали с высокой точностью. Но люди всегда ищут способов достичь цели доступными средствами. В некоторых задачах для станков с ЧПУ, а именно когда нужно повторить многократно одну и ту же деталь, может помочь изобретенный еще в 1603 году Кристофом Шейнером пантограф — устройство для копирования карт, планов и других векторных рисунков.
Классический пантограф состоит из двух вершин, в одной из которых закреплена рукоятка-указка, с помощью которой обводят копируемый рисунок. Во второй закреплен пишущий инструмент, который через систему рычагов и шарниров повторяет движения первой вершины рисуя копию на втором листе. Зачастую в пантографы заложена функция масштабирования оригинального изображения.
Простая и гениальная идея. Теперь, а как скопировать некий объемный объект? Для этого нужно добавить в пантограф связь по Z-координате и заменить карандаш на бормашину, а лучше высокоскоростной шпиндель, и мы получим 3D пантограф.
Станки для копирования деревянных изделий на таком принципе производит например американская фирма Gemini да только цены на них такие, что за эти деньги можно купить неплохой ЧПУ-станок из Китая. Поэтому интересней чего в этой области достигло DIY сообщество.
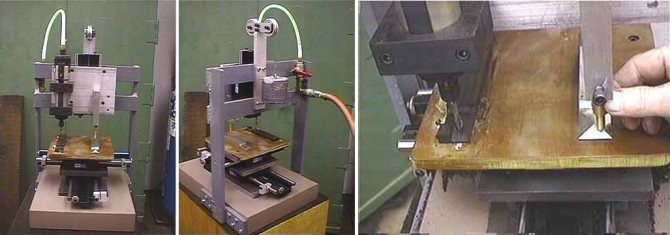
Франк Форд (Frank Ford) занимается изготовлением акустических гитар. При этом ему приходится делать множество идентичных гитарных частей, таких как держатели для струн. Устав делать это вручную, но не желая заморачиваться с покупкой и настройкой ЧПУ, он изготовил для себя дупликатор. Т.к. ему была важна высокая точность копирования, его инструмент сделан целиком из металла. Щуп, которым снимается форма и шпиндель закреплены на общей раме, которая перемещается только по оси Z. Перемещение по осям X и Y осуществляются с помощью стола, на котором закреплены заготовки. Еще оригинальным в его конструкции является то, что в качестве шпинделя он использует пневматический привод работающий на 40 000 оборотах в минуту.
Тем не менее, хоть это и самодельный, но все еще дорогой вариант 3D пантографа. Есть и подешевле.

Например Адран (Adran), мечтая о собственном станке с ЧПУ, но не имея на это средств. Сконструировал себе дупликатор из бормашины Dremel, трех металлических направляющих и деревянных планок стандартных размеров из магазина. В качестве щупа используется обычная отвертка. Его конструкцию можно легко повторить, т.к. он выложил чертежи и все этапы изготовления на сайте Instructables.

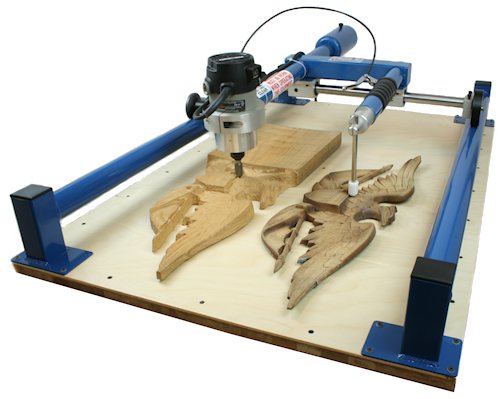
Однако ручная бормашинка, не самый удачный инструмент для такой работы, скорость снятия материала у нее маловата. Вот Маттиас Вандель (Matthias Wandel) из Канады использовал в своем 3D пантографе ручной фрезер. Что дало ему достаточную мощь для быстрого копирования предметов в дереве. В качестве примера работы с таким дупликатором вот его видео, где он делает копию формы старого дискового телефонного аппарата (английский язык).




Его конструкцию так же можно повторить, т.к. он выложил чертежи и инструкции по изготовлению на свой сайт Woodgears.ca. Даже если вы не дружите с английским, там легко можно понять весь процесс по многочисленным фотографиям.
Если тема 3D пантографов вас заинтересовала, то на англоязычных ресурсах примеры таких устройств можно найти по тегам: carving duplicator, duplicarver, pantorouter.
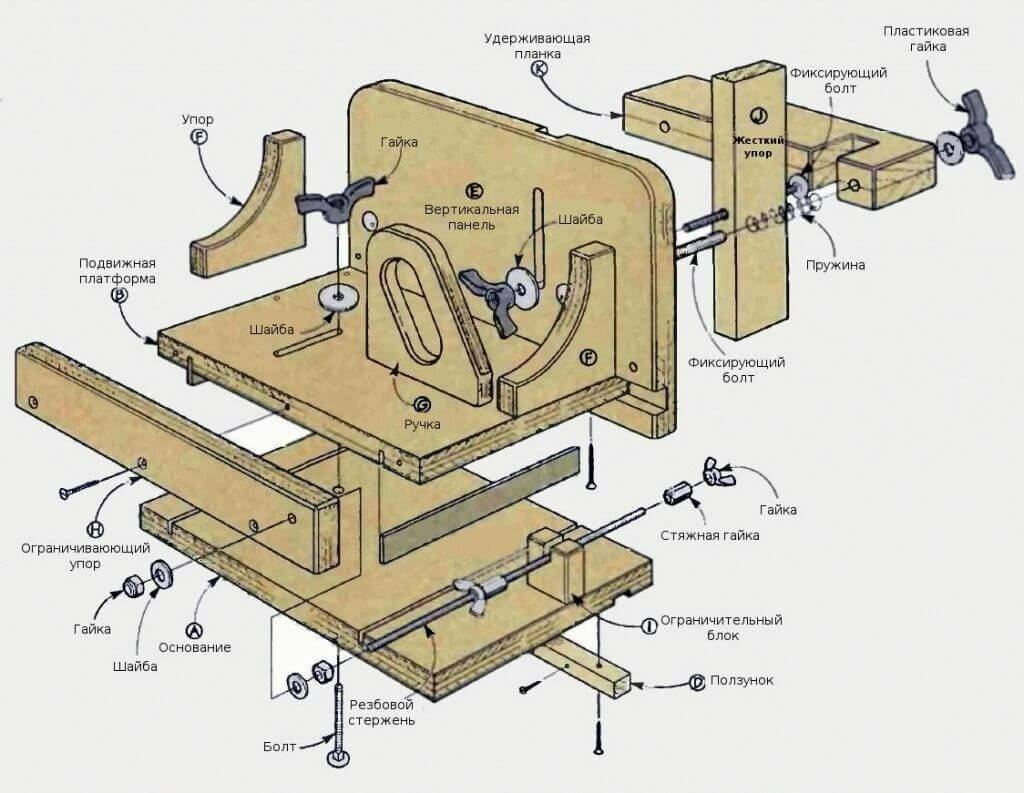
Создание фрезерного станка по дереву своими руками – описание важных этапов с инструкциями
Фрезерный станок относится к классу особо опасных конструкций. Поэтому, прежде, чем приступить к изготовлению такого изделия, обязательно изучите порядок и технологии работ. В противном случае, лучше приобрести готовый прибор.
Какие комплектующие элементы и материалы нужны в работе
Силовые элементы конструкции лучше сделать из стали. Подойдут стандартные уголки (трубы, квадраты) со стенками от 2 мм и более. Вместо сварных соединений удобнее применять винтовые. В этом случае упрощается разборка для длительного хранения и перемещения на большие расстояния. Также легче будет заменить испорченную деталь. В любом случае металлические элементы надо защитить от коррозии последовательными слоями грунтовки и краски.
Столешницу, линейки и некоторые другие части можно сделать из прочных сортов древесины, фанеры. Такие материалы разрушаются под воздействием повышенной влажности при перепадах температур. Это надо учитывать при размещении оборудования в неотапливаемом помещении.
Изготовление своими руками станины самодельного фрезерного станка по дереву
С применением «болгарки» отрезают необходимые заготовки. Основу для столешницы делают из уголка. В нижней части устанавливают укрепляющие поперечины. К торцам приваривают опорные пластины. Если сделать в них отверстия с резьбой и вкрутить болты, получится удобное приспособление для устойчивой установки фрезерного стола по деревуна неровной поверхности. Своими руками такую конструкцию при хорошей предварительной подготовке можно сделать за день.
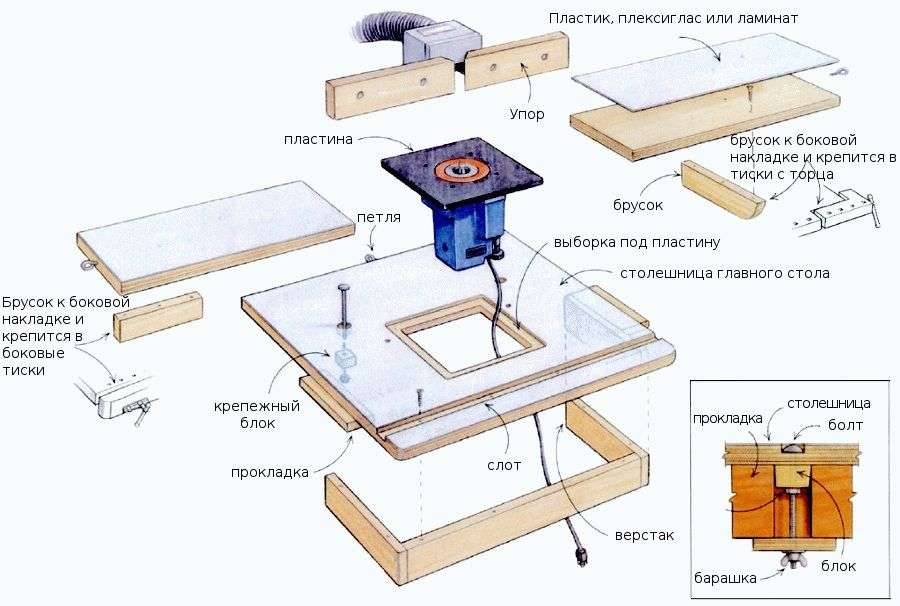
Изготовление столешницы
Подойдёт качественная плита ДСП (от 25 мм) с толстым полимерным защитным слоем сверху и на торцах. Такие изделия обладают лучшей стойкостью к неблагоприятным внешним воздействиям, по сравнению с массивом из натурального дерева. С применением фрезеровки создают выемки. В них вставляют металлические профили.
Выбор электрооборудования
Требования к двигателю, переключателям и другим компонентам следует рассмотреть отдельно. Как и при оценке материалов, необходимо делать выбор на основании условий в мастерской. Некоторые электрические аппараты и устройства выпускают в соответствии с нормами IP. Его значение определяет защищённость изделия от влаги и пыли.
Такая маркировка обозначает:
- «4» – предотвращение проникновения внутрь корпуса частиц пыли с размерами от 1 мм и более;
- «0»– отсутствие защиты от воды.
В соответствии с действующими правилами «ПУЭ», обязательно должно быть заземление при эксплуатации оборудования, подключённого к трёхфазной сети в 380V. Многие бытовые фабричные модели и самодельные токарно-фрезерные станки по дереву рассчитаны на 220 V. В этом случае также рекомендуется применять защитную цепь. Заземление предотвратит поражение электрическим током, повреждение отдельных узлов.
В каком порядке собираются комплектующие элементы
Сварку металлических уголков можно сделать в специализированной металлообрабатывающей мастерской. Там же следует заказать стальные гребёнки и другие сложные узлы. Сборку начинают с каркаса. На него устанавливают столешницу и навесные детали. Конструкцию кладут на бок. Подсоединяют электропривод и гофрированный шланг пылесоса. Возвращают станок в рабочее положение, включают в сеть, проверяют функциональность.
Дополнительные защитные элементы
Аналогичное ограждение несложно изготовить своими руками. Оно должно защищать пользователя и людей, которые случайно могут оказаться рядом. Прозрачные стенки создают из небьющегося оргстекла толщиной не менее 4 мм. В некоторых ситуациях удобнее создать экран в непосредственной близости от инструмента.
Выступающие за контур станины части оборудования маркируют жёлтой краской. Такую же предупреждающую разметку наносят на быстро перемещающиеся детали, внутренние поверхности кожухов и дверей. Следует применять защиту от перегрузок, которая автоматически отключает питание при заклинивании фрезы, в иных опасных ситуациях. Повышает уровень безопасности автоматическое торможение шпинделя после отключения привода.
Правила эксплуатации фрезера
Для того чтобы работа со станком была практична и безопасна, необходимо соблюдать установленные правила. Среди наиболее важных можно отметить следующие:

Для работы на станке допускаются только те лица, которые прошли специальную предварительную подготовку.
На операторе должны быть надеты защитная одежда, свободного покроя, защитные очки, обувь, респиратор, наушники и перчатки.
После того как работа закончена, необходимо отключить электрическое питание станка. Затем очистить рабочий стол от скопившейся на нем стружки и мусора.
Специалисту советуют приблизительно 1 раз на протяжении недели проводить уборку в рабочем помещении. Это касается поверхности потолка и стен. Удобно для этого использовать обычный пылесос.
Нельзя забывать также и о проведении профилактического осмотра состояния станка:

При соблюдении вышеуказанных правил и рекомендаций станок сможет прослужить на протяжении длительного времени. Кроме этого риск возникновения аварийной ситуации в процессе эксплуатации оборудования, а также травмирования оператора будут сведены к минимуму.
Вопрос о том, как может быть изготовлена фреза по дереву своими руками, волнует не только домашних мастеров, которые самостоятельно занимаются плотницкими работами и моделированием, но и профессиональных отделочников. И главное тут не только в желании сэкономить, а в том, что серийные инструменты для обработки дерева, которые сегодня несложно приобрести в специализированных магазинах или на строительных рынках, часто не имеют требуемую конфигурацию рабочей части. Именно поэтому специалистам и домашним мастерам, применяющим такой инструмент, приходиться дорабатывать его серийные модели или изготавливать его с нуля, используя для этого стальные заготовки цилиндрической формы.
Самодельная фреза имеет ограничения по материалам, которые могут быть обработаны с ее помощью. Изготовление фрез для собственных нужд, как правило, связано с работой со сталью мягких сортов. Именно поэтому такой самодельный инструмент способен достаточно эффективно резать дерево, но при обработке более твердых материалов быстро затупляется.
Для того чтобы изготовить свой фрезерный инструмент, мастера используют обрезки стальных прутков или арматуры. Если в качестве заготовки применяться арматура, то ее ребристую поверхность выравнивают при помощи токарного станка.
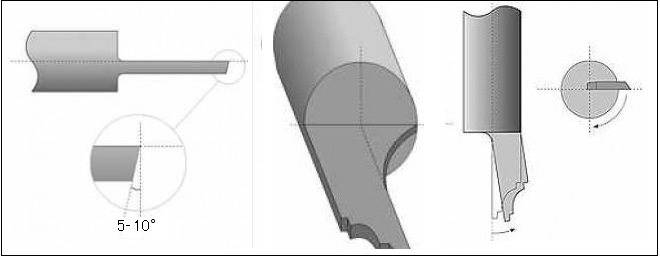
Технология изготовления самодельной фрезы по дереву из такой заготовки заключается в следующем:
- На той части цилиндрической заготовки, где будет формироваться режущая часть самодельного инструмента, срезается половина диаметра.
- Между частями заготовки с разными диаметрами формируется плавный переход.
- С обработанного участка заготовки снимается еще четверть диаметра, с необработанной частью прутка такой участок заготовки также соединяют плавным переходом.
- Обработанной части заготовки придается прямоугольная форма, для чего срезается ее нижняя часть. Толщина той части заготовки, на которой будет сформирована рабочая часть инструмента для обработки дерева, должна составлять 2–5 мм.
Чтобы фреза по дереву, изготовленная своими руками, могла быть использована для выполнения эффективной обработки, при ее изготовлении надо придерживаться следующих рекомендаций.
- Режущую кромку нужно затачивать под углом 7–10°. Если сделать ее более острой, то она будет слабо держать заточку и обладать низкими режущими свойствами.
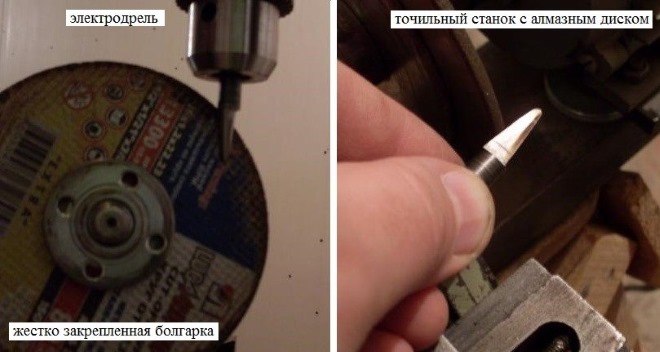
- Для придания режущей части инструмента требуемой конфигурации используются надфили с алмазным напылением или угловые шлифовальные машинки с дисками, специально предназначенными для выполнения работ по металлу.
- Если самодельная фреза по дереву должна отличаться сложной конфигурацией, то допускается выполнять ее загиб или расплющивание.

При небольшой толщине режущей части фрезерный инструмент, сделанный своими руками, имеет достаточно невысокий рабочий ресурс. Чтобы несколько увеличить срок эксплуатации такой фрезы по дереву, угол на нижней части инструмента, расположенный напротив его режущей кромки, можно немного закруглить.
Разработка конструкции
Перед началом изготовления следует определиться с типом самого станка, который необходим для конкретного мастера. У каждого могут быть свои предпочтения. Возможно, что для работы можно обойтись обычным ручным фрезером. Разные фирмы выпускают разнообразный электрический инструмент.
Он оснащен необходимыми приспособлениями и специальными шкалами. С их помощью умелый специалист может изготавливать самые разные типы деталей.





Для пользователей электрических ручных фрезеров выпускают наборы фрез. Достаточно подобрать необходимый инструмент, чтобы наладить производство оригинальных и однотипных деталей.

Важно! Довольно часто при изготовлении стационарного оборудования за основу используют ручной фрезер. Сравнительно недорогое изделие нетрудно приспособить в соответствующих оправках и направляющих.
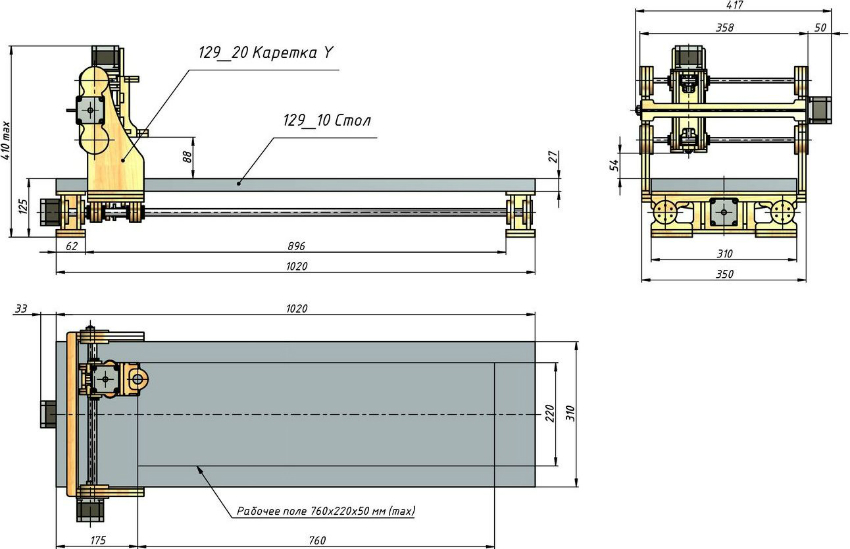
Самодельный чпу станок.Конструкция оси Y.
Самодельный чпу станок я сделал из профильных труб 80х40. Схема чпу станка тоже сделана мной. Можно посмотреть видео на канале железкин.Таким образом я достиг большей жёсткости портала Х. Конструкция по оси Y не представляет сложности. Потому что я описываю в своей статье весь процесс сборки рамы. Поэтому всё понятно как сделать такой станок буквально на коленке. И так первым делом надо нарезать профиль для чпу по размеру.
Профиль для рамы
Прикрутить (для того чтобы не повело после сварки) поперечины две штуки (на фото одна), после чего обварить и болт выкрутить.
Прикрутил поперечины
После того как обварен профиль основания, надо поставить два профиля 30х30 сверху и обварить.
верхние поперечины
После обваривания верхнего профиля, я вырезал с передней части отрезок. (смотрите на фото ниже). Так я его ставил целиком для того, чтобы профиль был приварен ровно.
Установить сверху профиль
И после этого я примеряю портал Х на свой самодельный чпу станок. Но перед этим ставлю рельсы для чпу.Так как лишний отрезок профиля вырезал. И теперь ничего не мешает.
Отверстия в профиле я закрываю металлом и обвариваю. Потому что отверстия выглядят не очень красиво. После того как я завершил все сварочные работы, я буду зашлифовывать все сварные швы. Потому что они не красиво выглядят.
Теперь я поставлю подшипники для чпу станка, и винт ШВП 1204.
На фото ниже видно под подшипником KP008 (передняя часть) я установил подкладку. Потому что она нужна для выравнивания подшипников по высоте. Так как высота переднего и заднего подшипника разная.
Я сделал эту подкладку из дюраля толщиной 3 мм. Смотрите фото ниже.
Подкладка под подшипник.Чертёж.Вид на подшипник
Крупным планом.
Соединение с порталом Х
Когда установлены рельсы, можно поставить портал. Корпус гайки ШВП соединяю с порталом Х (на портале отверстия ещё не просверлены) потому что сверлить буду по месту.
Место соединения корпуса гайки швп с порталом Х.
Соединение с порталом Х. Я так же привёл чертёж соединительной пластины в статье Портал станка с ЧПУ. (Х)
Так выглядит соединительная пластина с порталомРазмер соединяющего узла с порталом Х
После того как я завершил все работы по соединению портала, можно переходить к другой работе.
Узлы креплений ЧПУ станка.
Для того чтобы работа была последовательной, я перехожу к работе по креплению шаговых двигателей
Так как этот узел имеет важное значение, поэтому я сделал крепёж из стали толщиной 2мм
Основы для установки креплений шаговых двигателей.Левая и правая части одинаковые.
Я вырезал две стальные заготовки, размер которых указан на чертеже в верхней части. Так как обе части одинаковые, я указал размер только на одну заготовку. И теперь на эти пластины я буду устанавливать крепление для шаговых двигателей. Но можно обойтись и без дополнительного переходного крепления. Потому что я для установки двигателей уже изготовил дополнительное крепление, я и буду его использовать. Потому что оно предусматривает возможность установки двигателей двух типов. Так как моём случае установлены два шаговых двигателя на один драйвер (двигатели Nema 17).
Переходное крепления я сделал из дюраля толщиной 3 мм. Для оси Y я изготовил два таких переходных крепления. Но можно установить такие же крепежи и на другие оси. Смотрите фото ниже текста.
Крепёж для шаговых по YЗадняя часть с установленным креплением.
Фото крепление Nema 17
Крепление двигателя на переходном крепеже
Теперь снимаю все детали и окрашиваю раму и те детали, которые не покрашены. Потому что потом покрасить будет проблемно. Фото ниже. Сборка фрезерного станка с чпу.
Покраска станка с чпу
После того как станок я покрасил, начинаю сборку. На фото, которое размещено ниже вы можете посмотреть на мой самодельный чпу станок.
Предварительная сборка.
Ножки для станка.
Для конструкции в качестве ножек я буду использовать крышки от зубной пасты. Но вполне возможно использование и других подходящих материалов.
Ножки станка сделаны из крышек зубной пасты.Верхняя часть тюбика пасты отрезана.






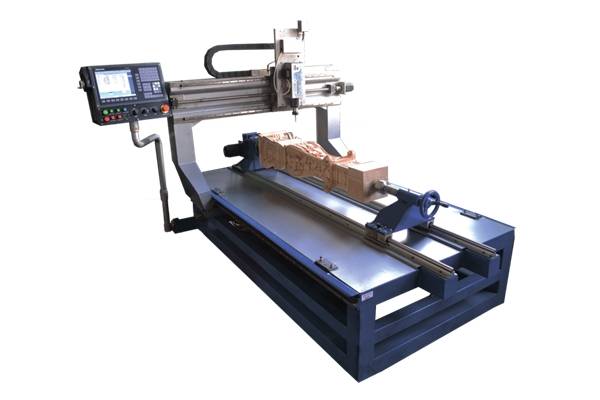
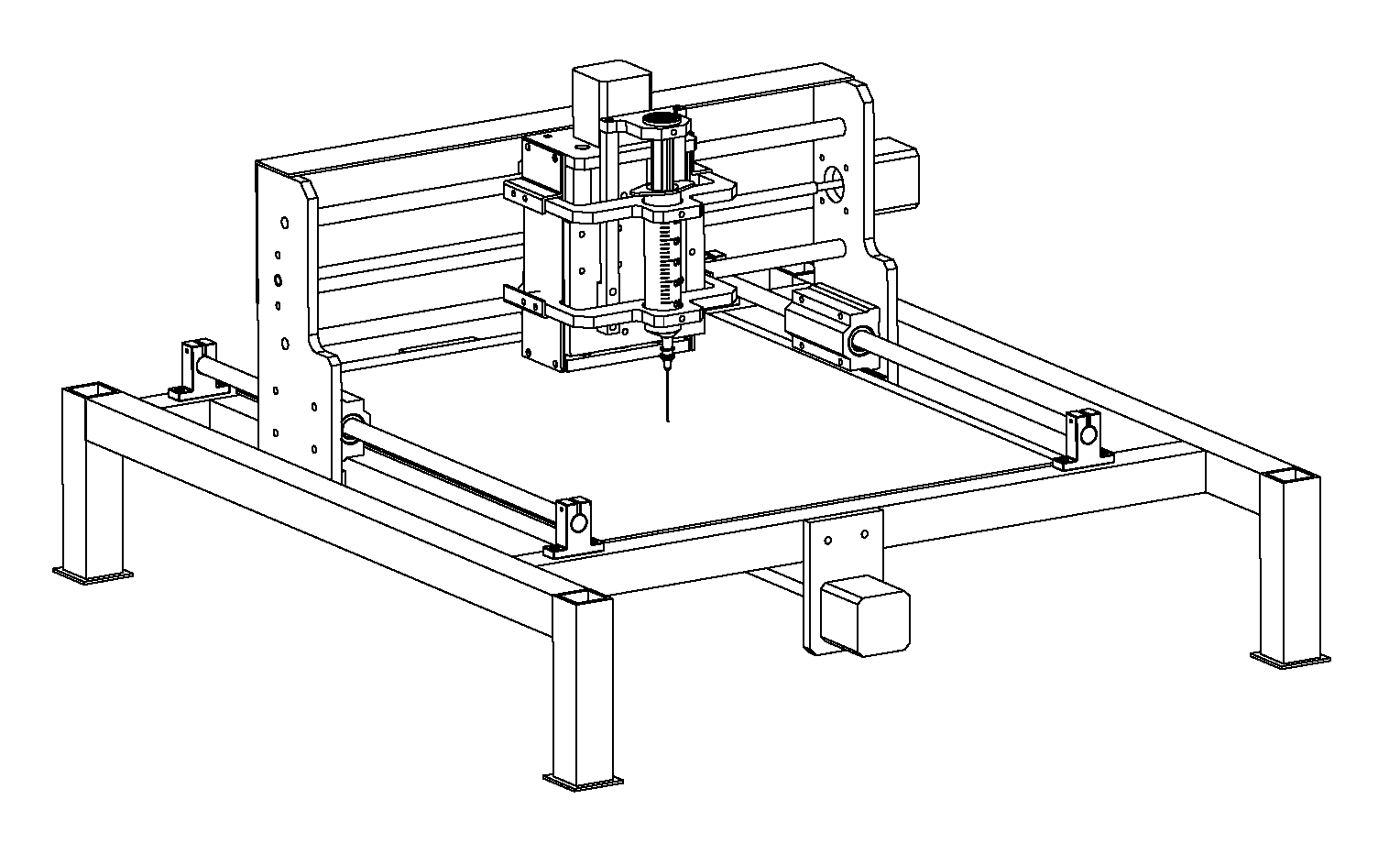
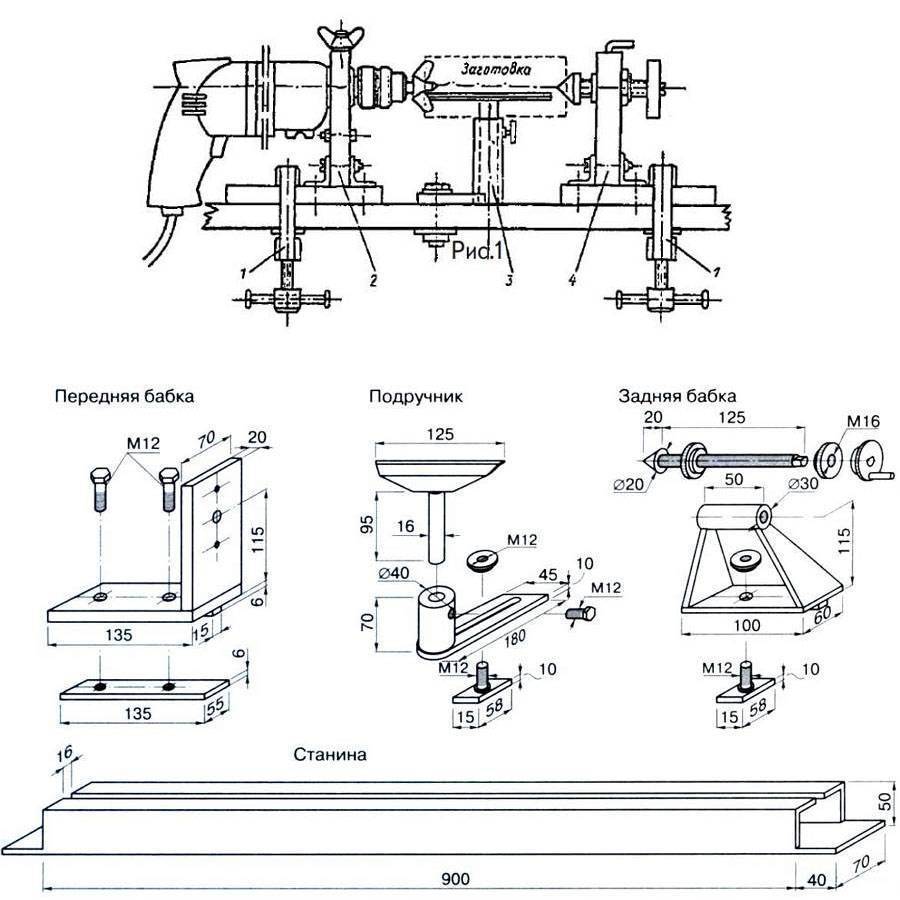
Изготовление копировально-фрезерного станка: пошаговая инструкция
После того как все готово, начинается непосредственная сборка копировально-фрезерного станка.
Шаг №1
Из профильной трубы 30×60 необходимо отрезать два куска длиной 950 мм для крепления рельсовых направляющих. Запас в 50 мм нужен для установки концевиков, дабы исключить соскакивание линейных подшипников.
Шаг №2
Профильную трубу 40×40 нужно порезать на заготовки для основания. Руководствуясь имеющимся эскизом, нужно отрезать два куска по 1350 мм и два куска по 900 мм.
Шаг №3
Из этой же трубы необходимо отрезать небольшие стойки. Их линейный размер зависит от высоты обрабатываемых впоследствии деталей.
Шаг №4
Теперь необходимо убрать с труб ржавчину. Для этого можно воспользоваться лепестковым диском или щеткой.
Важно! Перед использованием щетки обратите внимание на максимальное количество рабочих оборотов на ней и болгарке. Величина частоты вращения на щетке должна превышать число оборотов оборудования
Шаг №6
Затем необходимо добиться параллельности рельсовых направляющих. Для этого нужно сделать соединение стойки и основания рельсовой направляющей разъемным. Необходимо взять шайбу по внутреннему размеру стойки, приварить к ней гайку и вкрутить болт. Болт на этом этапе нужен для того, чтобы установить гайку с шайбой в полости трубы-стойки заподлицо и в строго вертикальном положении, а при ее сварке не повредить резьбу. Проделать это нужно со всеми четырьмя стойками.
Шаг №8
В основании рельсовой направляющей в месте соединения со стойками нужно просверлить отверстия: в верхней полке под головку болта, в нижней – под резьбу.
Шаг №9
Установить рельсовые направляющие на основание (трубу 30×60), предварительно просверлив отверстия, и закрепить саморезами по металлу.
Шаг №11
Проверить параллельность направляющих. В случае ее отсутствия необходимо произвести регулировку путем подкладывания фольги разной толщины на стойки под направляющую.
Шаг №12
На металлической пластине нужно разметить и просверлить отверстия для крепления разрезных линейных подшипников и концевых стоек.
Шаг №13
После этого нужно изготовить подвижный элемент путем сварки к металлической пластине коромысел длиной 300 мм для щупа и фрезера, затем прикрепить к нему линейные подшипники.
Шаг №15
Всю конструкцию необходимо установить на металлическую пластину шириной 100 мм и закрепить концевые стойки саморезами.
Шаг №17
После этого навесная конструкция надевается на рельсовые направляющие разрезными подшипниками и устанавливаются концевики.
Шаг №19
Для того чтобы заготовка и деталь синхронно вращались, необходимо связать их муфтами. Для управления подойдет звездочка и коронка. Копировально-фрезерный станок готов. В конструкции достигнуто 5 степеней свободы. Перемещение по оси X обеспечивается движением конструкции по рельсовым направляющим, перемещение по оси Y – движением подвижного элемента по полированному валу, перемещение по оси Z – движением коромысел.
Дополнительно за счет подвижных муфт щуп и фрезер могут перемещаться влево и вправо по оси коромысла, и есть возможность синхронного движения шаблона и заготовки. Это дает возможность обрабатывать детали практически любой формы.
Необходимые инструменты
Для изготовления станины применяется очень плотный кусок чугуна или нержавеющей стали. К суппорту сверху присоединён особый вал. Его верхняя зона возвышается над столом через отверстие. Во всех таких станках можно настраивать высоту подъёма вала.
Сверху монтирован шпиндель, оснащённый инструментом для резки. В промышленных моделях используется солидный режущий арсенал. Ключевыми типами оснастки служат: диск, нож и фрезы разной формы.
Для осуществления резки строго по прямому вектору задействуется специальная направляющая планка. За счёт особого крепёжного узла она перемещается на нужную длину. Качество обработки значительно возрастает, если динамика вращения шпинделя высока.





