
Советы и возможные ошибки

Начиная использовать сварочный инвертор, нужно самое главное – запастись терпением, не одна пачка электродов уйдет перед тем, как получится действительно красивый шов.
Но вот стремиться к этому нужно с первого включения аппарата и здесь во многом помогут следующие моменты:
На начальном этапе достаточно научится держать дугу, чтобы электрод равномерно прогревался.
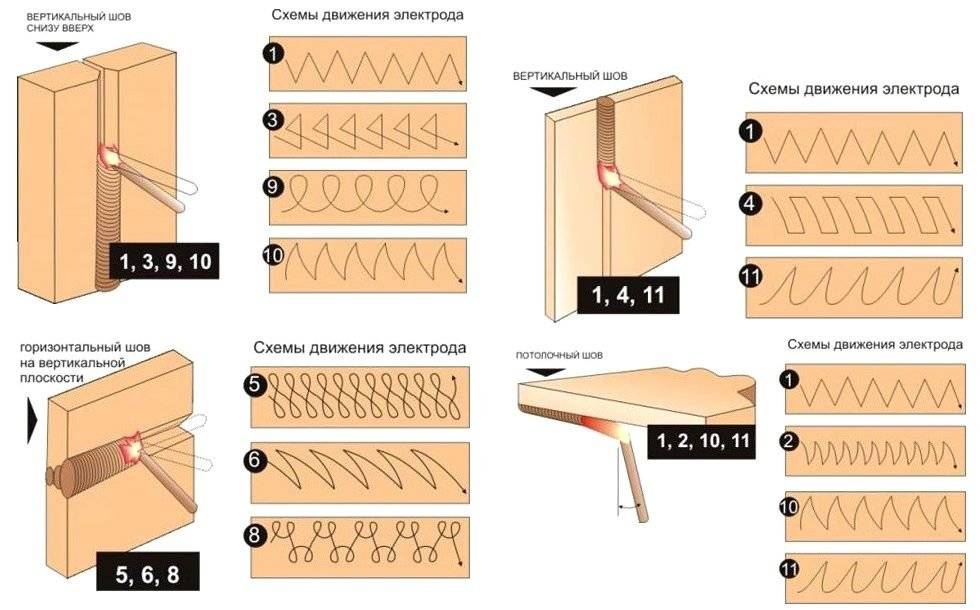
На первых занятиях рекомендуется сначала научиться формировать горизонтальный шов, а уже потом разнообразить задачи – сваривая вертикальные и потолочные элементы.
Важно взять за привычку очищать от ржавчины и налета места соединения.
Какие электроды использовать
Электросварка для начинающих представляет сложный процесс, если электрод был выбран неправильно. От его свойств зависит качество шва, равномерность, проплавляемость, отсутствие примесей и вредных соединений. Поэтому учитывают такие критерии выбора:
- стержень должен иметь максимально близкий состав со свариваемыми металлами;
- защитная оболочка должна защищать шов от образования окислов;
- следует соблюдать полярность подключения в зависимости от маркировки;
- параметры по току должны отвечать требованиям сварочного аппарата и толщине деталей;
- диаметр нужно подобрать такой, чтобы можно было сформировать шов с необходимыми характеристиками.
Пачка электродов
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину
После его остывания нужно убрать шлак и окалину
Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.








Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная. В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется.
- Газопрессовая. Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении.
- Контактная. Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл.
- Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая. Используется в соединении листовых конструкций, требующих качественных и надежных швов.
- Термитная. Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия.
- Атомно-водная. Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот.
- Газовая. Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
Инструменты, необходимые для сварки
Для того чтобы научиться варить металл, необходимо иметь ряд инструментов:
Схема электросварочного аппарата.
Специальный прибор, с помощью которого можно придерживать электрод. Такой прибор называется держателем для электродов. Ни в коем случае нельзя допускать, чтобы электрод выскальзывал, иначе можно пораниться. Для того чтобы избежать этого и создать удобство для работы, нужно выбирать держатель специально под себя. Держатели в основном бывают двух видов: винтовые и зажимные.
Как уже известно, при работе со сварочным аппаратом образуются искры, или по-другому их еще называют сварочные дуги. Попадание таких искр в глаз крайне нежелательно, поэтому необходимо приобрести защитную маску. Сама маска должна быть изготовлена из такого материала, который обладает низкой теплопроводностью, защищает от ультрафиолетового излучения, не возгорается от искр. Согласно ГОСТу, такого типа маски изготавливают из листовой фибры. Для того чтобы была видна выполняемая работа, на маске напротив глаз делают проем, в который вставляется светофильтровое стекло. Благодаря светофильтрам инфракрасное излучение задерживается на 96%, не пропускается ультрафиолетовое излучение.
Сварочные работы вредны для здоровья, поэтому нужно приобрести специальные средства для защиты органов дыхания. Также, в зависимости от токсичности, помещение подлежит очистке воздуха.
Электросварочный аппарат
Для сварочных работ понадобится один из данных аппаратов: а) трансформатор, который нужен для изменения непостоянного тока бытовой электрической сети (выбрав дешевый аппарат данного типа, не стоит забывать о том, что он не всегда сможет обеспечивать стабильность электрической дуги, так как дешевые аппараты в основном сгорают, садятся от напряжения, и они слишком тяжелые); б) выпрямитель, с помощью которого переменный электрический ток превращается в постоянный (это очень важно для качественного сварного шва); в) инвертор — прибор, предназначенный для профессиональных сварщиков (отличие его от других приборов в том, что он достаточно легкий, компактный, легко зажигается, обладает высокой производительностью).
Электроды. Необходимо правильно выбирать электроды, особенно это важно для начинающих сварщиков
Тем, кто впервые выполняет сварочные работы, желательно использовать электроды в твердом стержне, они покрыты плавящимся составом. С помощью таких электродов даже новичку не составит труда сделать ровный шов. Наиболее подходящий стержень электрода для начинающих сварщиков составляет 3 мм. Те электроды, которые меньше диаметром, используются для соединения тонких листов металла.
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое рабочее место необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, затем заземлить корпус. Если инвертор долгое время находился в эксплуатации, перед началом сварки в обязательном порядке необходимо осмотреть его на предмет скопления пыли во внутреннем пространстве. В случае чрезмерной запыленности очистите все силовые элементы и сварочные агрегаты сжатым воздухом с умеренным давлением.
Чтобы система принудительной вентиляции прибора работала беспрепятственно, вокруг нее необходимо создать свободное пространство на расстоянии не менее полуметра. Запрещается готовить с помощью инверторных сварочных аппаратов вблизи рабочих мест шлифовальных и отрезных станков, так как они создают металлическую пыль, которая может повредить силовую часть и электронику инвертора. При сварке на открытой местности аппарат необходимо защищать от прямых брызг воды и солнечных лучей. Сварочный инвертор необходимо устанавливать на горизонтальной поверхности (или под углом, не превышающим значение, указанное в паспорте).








Внешний осмотр оборудования
Внешний осмотр сварочного инвертора проводится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изоляционных оболочек сварочного и силового кабелей и, при необходимости, производится их замена или ремонт. Далее проверяются электрододержатель и зажим кабеля массы, а также состояние вилок и розеток для подключения к сварочному инвертору. Следующим шагом является осмотр панели управления сваркой, чтобы убедиться в целостности тумблеров, переключателей, кнопок и индикаторов. Кроме того, определяется общая запыленность прибора и при необходимости очищается.
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, ожогов от летящих капель расплавленного металла и воздействия света на сетчатку глаза из-за излучения электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути выделяющихся в процессе сварки газов. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, за исключением самого устройства, должен приобрести комплект средств индивидуальной защиты и внимательно изучить правила безопасности при выполнении сварки. В стандартный комплект средств защиты сварщика входят искробезопасная маска и перчатки, а также комбинезон и обувь из негорючих и неплавких материалов. Также в процессе сварки инвертором может потребоваться специальный респиратор, а детали и швы необходимо очищать в защитных очках.

Как научиться варить электросваркой
Для обучения электросварке необходимо подготовить рабочее место, собрать все инструменты, обеспечить безопасность работы. Если все этапы осваиваются самостоятельно, то потребуется найти материалы для оттачивания навыков.
Начинающему сварщику важно научиться правильно оборудовать место для проведения работ:
- установить защитные экраны;
- убрать воспламеняемые или горючие материалы;
- обеспечить доступ к инструментам.
Нужно подобрать одежду, так как правильно сваривать металл электросваркой с ощущением дискомфорта крайне неудобно:
- одежда должна быть из плотных тканей;
- обувь с подбитыми гвоздями каблуками не допустима;
- на сварочной маске должно быть стекло с регулировкой затемнения;
- рекомендуется использовать спилковые перчатки.
Требуется соблюдать правила сварки металла:
- поверхности деталей должны быть зачищены от окалин, ржавчины, грязи;
- сварочный аппарат следует заземлить;
- при работе нужно соблюдать требования безопасности;
- следовать правилам выбранной методики сварки.
Как подключать электрод
Подключение выполняется к специальному фиксатору, расположенному на одном из концов кабелей. Различают два типа фиксирующих механизмов:
- винтовой, представляющий собой вращающийся фиксатор с зажимом;
- пружинный, позволяющий выполнить фиксацию при нажатии на специальную кнопку.
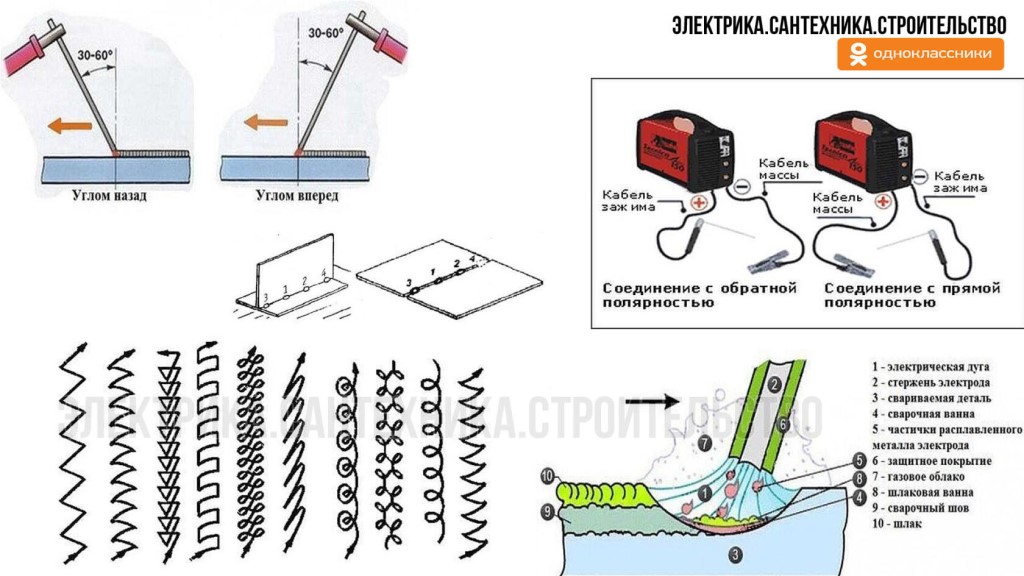
При использовании инвертора кабель массы подключают к плюсовой клемме, а с зажимом — к минусовой. При аргоновой сварке полярность меняют.
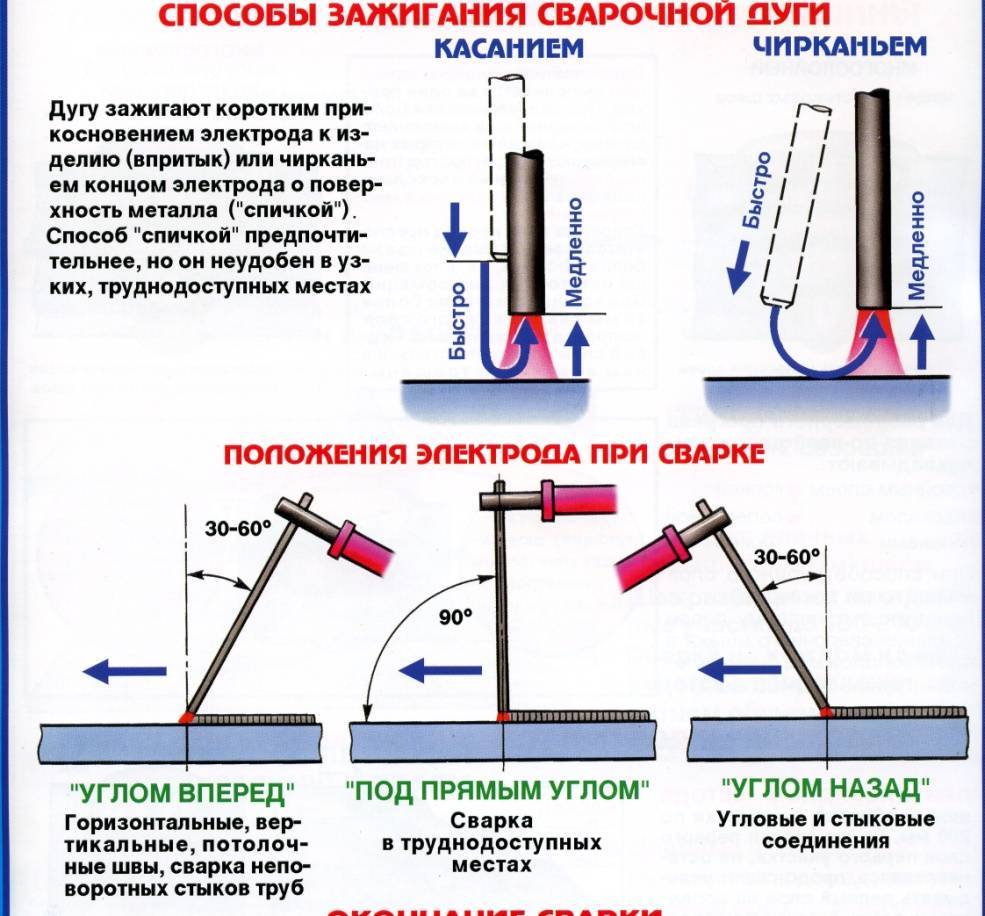
Начало сварки: зажигаем дугу
Зажигать дугу можно следующими способами:
- постукиванием — конец ударяется о поверхность детали несколько раз;
- проведение — вдоль линии шва быстро проводят электродом.
Важно заранее опробовать данные методы и подобрать оптимальный под решение конкретных задач
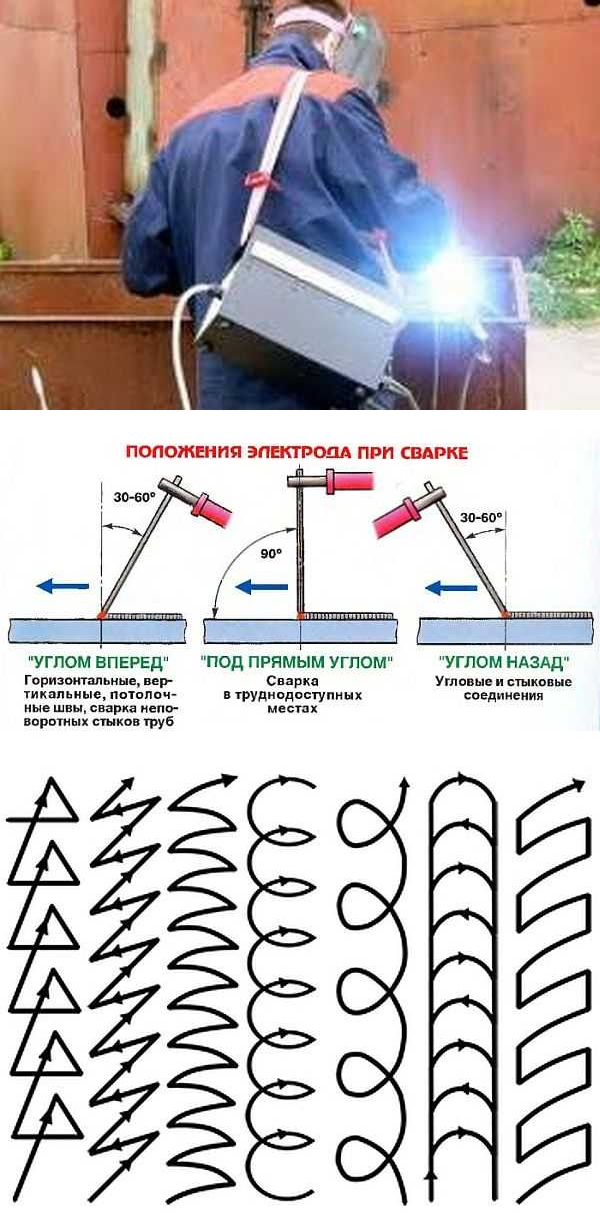
Наклон
Удобными углами наклона электродов над поверхностью свариваемых деталей считаются от 30 до 60. Угол может формироваться такими способами:
- вперёд, позволяющий минимально нагревать металл;
- назад, прогрев деталей осуществляется на максимальную глубину для выбранного тока, шлак движется со скоростью закрытия сварной ванны.
Чтобы полностью контролировать процесс, необходимо соблюдать расстояние от поверхности до электрода от 2 до 3 мм.
Наклон сварки
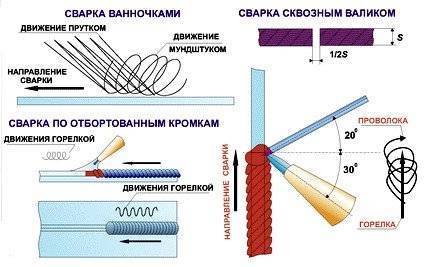
Движения
При перемещении электрода важно учитывать следующие критерии:
следует заранее продумать оптимальную схему перемещения вдоль поверхности, чтобы получить шов с нужными характеристиками;
скорость движения определяет на какую глубину будет проплавляться металл;
формирование шва необходимо тщательно контролировать в процессе работы;
важно не допускать приближение электрода к поверхности элемента ближе 2 мм;
перемещение следует осуществлять только после формирования ванны.
Какие могут быть ошибки
При проведении сварочных работ своими руками новички могут допускать следующие ошибки:
- неправильно выбран режим работы сварочного аппарата;
- расплав в ванной сформирован не с той структурой, которая требуется;
- сила тока не соответствует металлу или его толщине, в результате чего наблюдаются проплавления или несваренные участки;
- неверно выбрана полярность подключения массового и электродного кабелей;
- сварочный аппарат запитан от нестабильной сети, в результате чего может выйти из строя и потребуется дорогой ремонт;
- сварные швы формируются без прихватов, за счёт чего стыковка элементов конструкции выполняется не в соответствии с требованиями по сборке;
- соединяются детали без зачистки до чистого металла;
- не соблюдены меры пожарной безопасности.
При отсутствии опыта сварочных работ рекомендуется использовать универсальные электроды диаметром 3,2 мм. Они позволяют обучиться азам за счёт отсутствия сложностей при регулировке аппарата, подборе скорости перемещения.
Азы электросварки
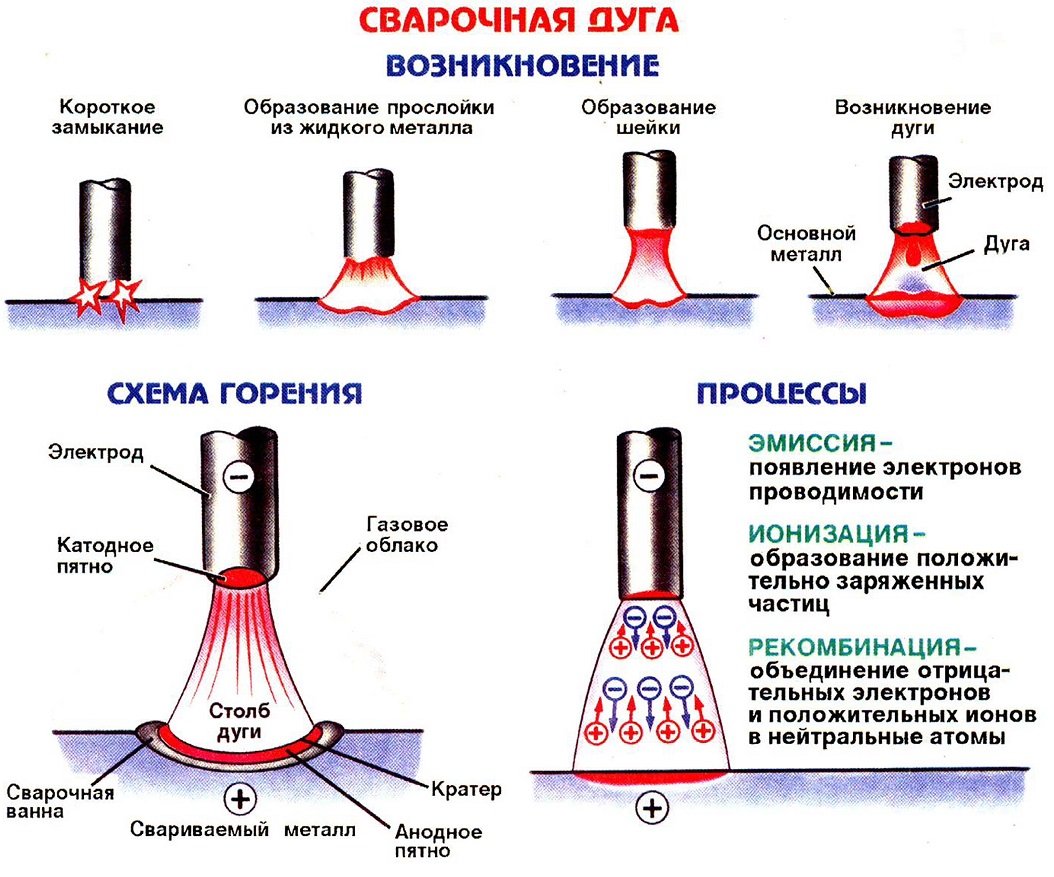
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.







Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
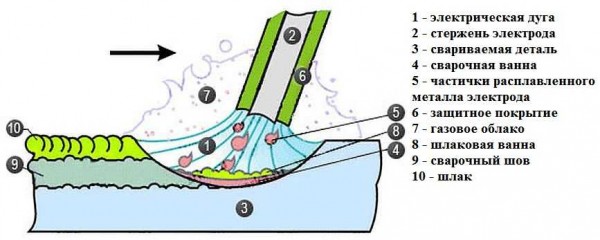
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как быстро научиться варить электросваркой: принцип соединения металлов
По большому счету, принцип соединения металлов не такой уж и сложный – электрическая дуга расплавляет края соединяемого материала и одновременно наносит на стык металл с электрода. Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.
- Самое первое, что нужно понимать, это скорость наплавления металла – если вести электрод быстро, то шов будет проварен с пропусками. Если это делать медленно, то металл будет сильно оплавляться, а в некоторых случаях (при небольшой толщине соединяемых металлических элементов) даже пропаливаться. Опять-таки, этот момент нужно определять опытным путем.
- То же самое можно сказать и о силе тока, с которой производится сварка металлов – большой ток прожигает сталь, маленький проваривает не полностью (поверхностно). В принципе, сварщик сам для себя выбирает оптимальную силу тока и уже приспосабливается к ней. Спросите, как? Есть такое понятие, как сварка рваной дугой – то есть, в процессе работ, наблюдая за состоянием свариваемых поверхностей, вы просто на доли секунды прерываете дугу, давая тем самым металлу немного остыть. В большинстве случаев по такой технологии осуществляется сварка труб – металл накладывается на шов, так сказать, елочкой или короткими движениями электрода сначала слева направо, а потом справа налево. Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
Провар – если говорить по-простому, то глубина проплавления кромок свариваемых деталей. Опять же, здесь имеется тонкая грань, на которой и приходится балансировать сварщику. Переходя эту грань и сильно проплавляя металл, вы создаете с другой стороны шва наросты – они не критичные, если речь идет об изделиях, которые можно проваривать с двух сторон. А вот если вести разговор о трубах, то здесь эти наросты являются не чем иным, как уменьшением сечения трубы. Если речь идет о недогреве, то имеется в виду некачественная сварка. Определить плохо проваренный шов можно по тыльной стороне изделия – в процессе сварки металл (если он, конечно, не имеет толщину сантиметр и более) с обратной стороны должен раскаляться докрасна. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
Что еще можно сказать по поводу сварки, так это о вертикальных и горизонтальных стыках. Вертикальный стык варится немного проще, чего не скажешь о горизонтальном. Кстати, здесь наблюдается один небольшой парадокс – начинающим сварщикам почему-то легче дается горизонтальный шов, а вот с вертикальными стыками наблюдаются проблемы. Как варить вертикальный шов электросваркой? По методу рваной дуги – только в таком случае наплавляемый металл будет стекать вниз меньше.
И в завершение темы, как научиться варить электросваркой, скажу несколько слов о потолочном шве, который среди всех прочих вариантов стыков является наиболее проблематичным для начинающих сварщиков. Вся его сложность заключается, опять-таки, в стекании металла вниз. Чтобы этого не происходило, потолочный шов нужно варить быстро и слегка увеличенным током – здесь нужна набивка руки. Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Автор статьи Александр Куликов





