
Другие особенности и критерии выбора
Выбор паяльника для дома осуществляют по многим критериям. Вышерассмотренный подбор характеристик – основной, но есть и дополнительные, не менее важные.
Для всех видов инструментов, кроме паяльников для полипропиленовых труб, важны следующие параметры:
Мощность и непосредственно связанная с ней температура жала. Об этом было сказано выше.
Источник энергии. Если нужен инструмент для автономного использования, то это газовый или аккумуляторный паяльник.
Время непрерывной работы от одного источника (для аккумуляторных и газовых паяльников). Очевидно, чем оно больше – тем лучше.
Возможность быстрой смены жала, наличие сменной гарнитуры, их форма и размеры. Бывают в виде плоской отвёртки, конические, скошенные, игольчатые, цилиндрические, в виде молотка и т.д. Размеры жала критичны для паяльных станций и паяльников для пайки радиоэлементов, а также для мощных инструментов при пайке массивных деталей.
Материал наконечника. Их изготавливают из меди с покрытием и без. Вторые быстро выгорают и нуждаются в периодической зачистке, обслуживании и замене. Наконечники с покрытием служат гораздо дольше.
Наличие функции подачи проволочного припоя в рабочую зону. Делает работу особенно удобной при больших объёмах задач.
Конструкция и материал ручки. Бывают прямые или пистолетного типа, каждая из них удобна по-своему. Их изготавливают из дерева или пластмассы. Первые меньше нагреваются, поэтому мощный паяльник (более 100Вт) лучше выбирать с деревянной ручкой.
Наличие термодатчика, позволяющего точно поддерживать заданную температуру жала и экономить электроэнергию (для электрических инструментов), это актуально всегда
Что касается поддержания стабильного диапазона, оно очень важно при радиомонтажных работах.
Надежность фирмы. Лучшие производители оборудования для пайки: Hakko, Goot, Weller, Ersa, Matrix
Если же говорить о том, какой паяльник выбрать для труб, то в лидерах – Rothenberger, Gerat, CANDAN, ЭНКОР и РЕСАНТА.
Есть специфические критерии выбора паяльных станций, газовых паяльников и инструментов для пайки полипропиленовых труб.
Для паяльных станций важны следующие технические особенности:
- Пределы регулировки температуры. Чем они шире, тем больше задач позволит решить прибор.
- Точность поддержания температуры. Чем она выше, тем лучше качество монтажа. Вы никогда не столкнётесь с перегревом деталей или так называемой «холодной» пайкой.
- Наличие вытяжки от жала. Хотя эта опция приводит к удорожанию станции, она обеспечивает отвод паров флюса и припоя из зоны пайки. При этом общая атмосфера в помещении, где ведутся паяльные работы, остаётся безопасной для человека.
Для газовых паяльников важны:
- Объём газового баллончика. Очевидно, чем он больше, тем больше время непрерывной работы паяльника.
- Возможность использования инструмента без жала в режиме газовой горелки, что иногда необходимо.
При выборе паяльника для пластиковых труб обратите внимание на:
- Мощность.
- Наличие необходимого комплекта сменных насадок.
От обоих параметров зависит диапазон диаметров соединяемых труб.
Самодельная подставка для паяльника.
Еще, что Вам нужно, а без этого никуда, так это подставка для паяльника
. Ее можно купить там же в магазине, а можно сделать самому. Достаточно взять небольшой деревянный брусок и металлическую крышку, применяемую в домашнем консервировании. В нее Вы будете складывать остатки припоя и флюса, а так же в ней облуживать выводы деталей и жало паяльника.
Из крышки желательно сделать прямоугольную ванночку. Только будьте осторожны, когда будете резать крышку, края у нее острые как лезвие, все работы производите в рукавицах.
И так. Из крышки ножницами вырезаете прямоугольник, маркером делаете разметку, как на картинке, и плоскогубцами загибаете края. По окончании, края ванночки обязательно обрабатываем напильником и прибиваем ее двумя маленькими гвоздями к бруску. Все. Ваша подставка готова.

Совет!
Возьмите изоленту, и примотайте провод паяльника к ручке как изображено на фото. Это Вас избавит от всяких неожиданностей. Поверьте!!!

Теперь можно включать паяльник. Если Вы находитесь в помещении, то открываете окно, включаете паяльник в розетку и выставляете его на свежий воздух, минут на 30-40. По истечении этого времени, изделие готово к употреблению.
Необходимые инструменты и материалы
Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
Паяльник
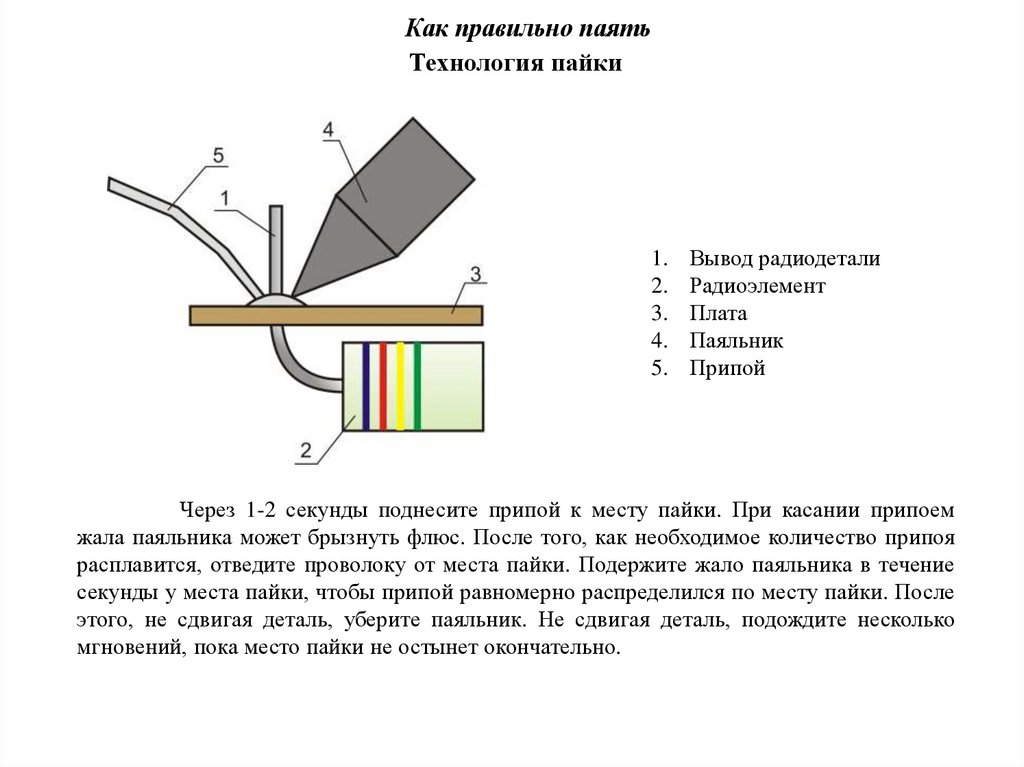
Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.
Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).
Флюс
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.
Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
Паяльник
Главный инструмент для пайки. Существует множество приспособлений, отличающихся ценой и сложностью конструкции. Самый простой контактный аппарат можно изготовить своими руками. Профессионалы используют паяльники с подачей припоя, которые увеличивают производительность процесса.
Рассмотрим основные виды инструментов.
Молотковый

Своим названием обязан специфической форме, напоминающей молоток. Классический инструмент, которым работали на заре развития технологии. Сейчас используется для соединения массивных деталей – проводов большого диаметра, труб, листового металла.
Конструкция представляет собой ручку-держатель и наконечник из меди, способный долго сохранять тепло. Раньше его нагревали на открытом огне и приступали к работе. Современные аппараты используют электричество для достижения заданных параметров.
Электрический
Самая распространенная конструкция. Своей популярностью инструмент обязан простоте исполнения. Устройство состоит из трех элементов:
- корпус;
- термоэлемент;
- стержень.
Простота конструкции позволяет легко ремонтировать прибор в домашних условиях.
По мнению специалистов – это лучший прибор для изучения основ пайки. Рабочие параметры зависят от мощности термоэлемента.







Стержень или жало – контактная часть паяльника
Многофункциональные устройства оснащают функциями регулировки температуры, за счет изменения уровня напряжения. Это увеличивает круг возможностей использования.
Заслуживает внимания импульсные приборы – одна из разновидностей электропаяльников. Их стоимость выше, чем у классических моделей, однако быстрый нагрев и высокая точность работы компенсируют этот недостаток.
Для пайки заготовок, чувствительных к перегреву используют паяльники с безопасным напряжением – 12 В. Наряду с приборами, работающими от домашней сети, имеется множество беспроводных аппаратов со стационарными источниками питания.
Как паять трубы
Медные трубы паяют высокотемпературным способом любым твердым припоем для меди с активированной флюс-пастой, не требующей удаления остатков. Далее возможны 3 варианта:
- В медных (латунных, бронзовых) соединительных муфтах – паяльных фитингах.
- С полной раздачей.
- С неполными раздачей и сжатием.
Пайка медных труб в фитингах надежнее прочих, но требует значительных дополнительных расходов на муфты. Единственный случай, когда она незаменима – устройство отвода; тогда используется фитинг-тройник. Обе паяемые поверхности заранее не лудят, но покрывают флюсом. Затем трубу вводят в фитинг, надежно фиксируют и пропаивают стык. Пайка считается законченной, когда припой перестанет уходить в зазор между трубой и муфтой (нужен 0,5-1 мм) и выступит снаружи небольшим валиком. Фиксатор снимают не ранее чем через 3-5 мин по затвердевании припоя, когда стык уже можно держать рукой, иначе припой не наберет прочность и стык когда-то да потечет.
Как паяют трубы с полной раздачей, показано слева на рис. Давление «раздатая» пайка держит такое же, как и фитинговая, но требует доп. специнструмента для разворачивания раструба и повышенного расхода припоя. Фиксация впаиваемой трубы не обязательна, ее можно вдвинуть в раструб с проворотом, пока не заклинит намертво, поэтому пайку с полной раздачей часто делают в неудобных для установки фиксатора местах.
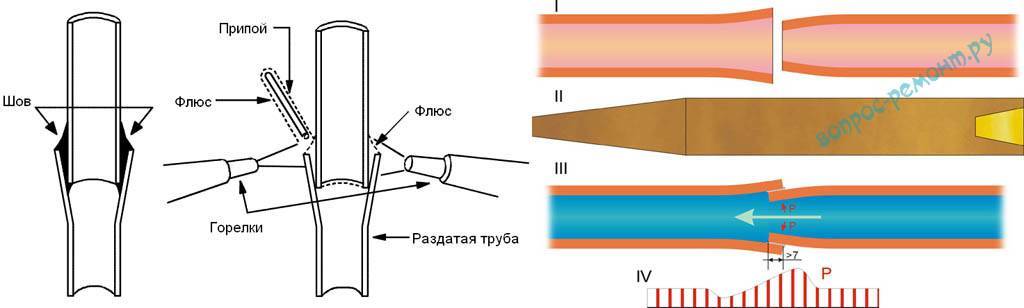
Пайка медных труб
В домашней разводке из тонкостенных труб малого диаметра, где давление уже небольшое, а его потери несущественны, целесообразной может оказаться пайка с неполной раздачей одной трубы и сужением другой, поз. I справа на рис. Для подготовки труб достаточно круглой палки из твердого дерева с коническим острием в 10-12 градусов с одной стороны и усеченно-конической лункой в 15-20 градусов с другой, поз II. Концы труб обрабатывают, пока они без заклинивания не войдут друг в друга прим. на 10-12 мм. Лудят поверхности заранее, наносят на луженые еще флюса и соединяют до заклинивания. Затем греют до плавления припоя и подпирают зауженную трубу, пока ее не заклинит. Расход припоя выходит минимальным.
Важнейшее условие надежности такого стыка – сужение должно быть ориентировано по току воды, поз. III. Школьный закон Бернулли – обобщение для идеальной жидкости в широкой трубе, а у реальной жидкости в узкой трубе за счет ее (жидкости) вязкости максимум скачка давления смещается противоположно току, поз. IV. Возникает составляющая силы давления, прижимающая зауженную трубу к раздатой, и пайка получается очень надежной.
Что еще?
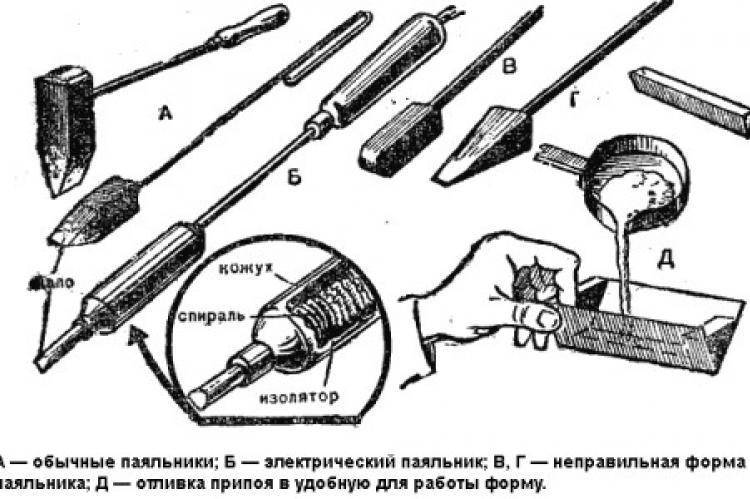
Ах да, подставки для паяльников. Классическая, слева на рис., пригодна для любых стержневых. Где на ней быть ванночкам для припоя и канифоли – дело ваше, какой-либо регламентации нет. Для маломощных паяльников с фартуком пригодны упрощенные подставки-скобы, в центре.

Правильные и неправильная подставки для паяльников
Паяльные станции комплектуются преимущественно пружинными или трубчатыми ложементами-гнездами для паяльников. В них вся горячая часть инструмента недоступна для прикосновения, но и промазать паяльником мимо них, сосредоточившись на пайке мелкой «россыпи», вероятнее. Но чего уж точно не надо делать, и что прямо запрещено ТБ – это подставку из подручных материалов, в которой паяльник лежит на ванночках для расходных материалов, справа на рис.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра.
Молотковый паяльник
Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.
Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.
Газовый паяльник
Отличается повышенной пожароопасностью.
Особенности пайки проводов
Выше мы рассказали о лужении проводов. Надо добавить несколько слов о процессе прочной их спайки. Она несколько отличается от обычной с другими материалами.

Тонкие провода подвижны, их нужно прижимать плотно, а потом паять. Способы соединения и пайки проводов различные, расскажем о некоторых.

Можете скрутить два медных провода, если они тонкие, предварительно очистив и залудив, затем спаять.

Если проводка многожильная, то очищать надо все нитки, затем пальцами сжать плотно и прокрутить по часовой стрелке, насколько можно плотнее. Затем окунуть в канифоль и жалом залудить.

Вместо плоскогубцев можно сделать так. Очистите несколько сантиметров медного нетолстого провода, залудите его, а затем туго намотайте на один конец скрутки, зафиксируйте, так же выполните и на другом конце.

А затем окунайте в расплав олова, пока на скрутке не будет видна медь. Выньте из ванны и дайте застыть.

Желательно предварительно надеть на один конец провода термоусадочную трубочку, после спайки продвиньте её и покройте всю оловянную часть.

Пример пайки радиодеталей микросхемы
Выводы микросхем, как правило, предварительно облужены на производстве, поэтому дополнительной подготовки не требуется. Контакты платы заводского изготовления тоже, как правило, уже облужены. А вот для самодельных плат поверхность придется подготовить, очистив ее от окислов и покрыв тонким слоем припоя.






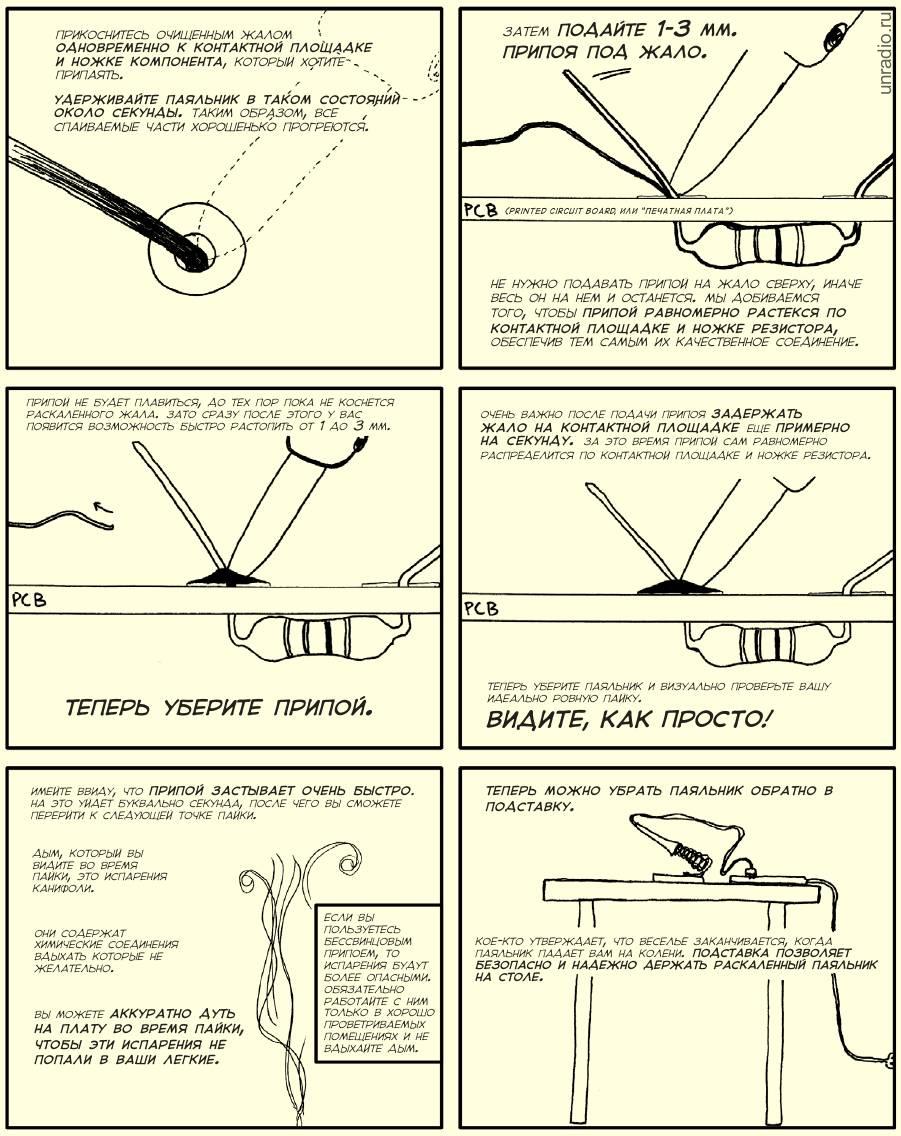

Микросхема для монтажа through hole вставляется в отверстия платы, микросхема для планарного монтажа располагается на контактных площадках так, чтобы каждый вывод лежал на своей площадке. Паяльником набирается небольшое количество припоя (для планарного монтажа – совсем небольшое) и микросхема припаивается на место. Паять надо быстро и аккуратно, чтобы не перегреть дорожки платы, иначе они могут отслоиться. Вопреки мифам, перегреть микросхему или любой другой полупроводниковый прибор так, чтобы они вышли из строя или, хотя бы, изменили характеристики, вряд ли получится.
Как припаять провода
Пришло время показать вам, как спаять провода вместе. Для этого рекомендуется использовать “Третью руку” или другой тип зажимного приспособления.
Начните с удаления изоляции с концов обоих проводов, которые вы паяете вместе. Если проволока многожильная, скрутите жилы пальцами.
Убедитесь, что ваш паяльник полностью нагрет, и коснитесь кончиком одного из проводов. Подержите на проводе 3-4 секунды.
Держите паяльник на месте и прикоснитесь припоем к проводу, пока он полностью не покроется. Повторите этот процесс с другим проводом.
Удерживая два луженых провода друг над другом, коснитесь паяльником обоих проводов. Этот процесс должен расплавить припой и равномерно покрыть оба провода.
Уберите паяльник и подождите несколько секунд, чтобы паяное соединение остыло и затвердело. Используйте термоусадку или изоленту, чтобы закрыть соединение.
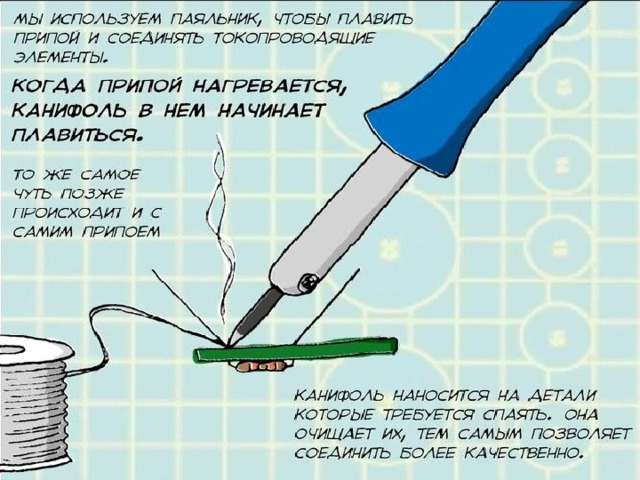
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
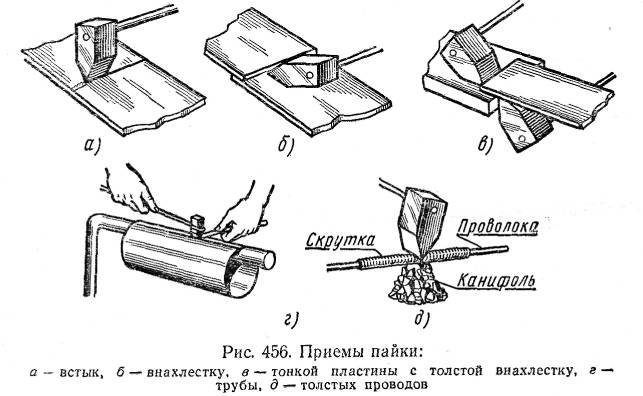
Виды паяльных операций
Разнообразие методов пайки объясняется множеством различных факторов, определяющих качество и эффективность её проведения. К таким факторам относятся не только вид паяльного приспособления и тип припоя, который используют в процессе работы, но также и технологические особенности формирования шва. Для поверхностного монтажа деталей на плату надо научиться правильно пользоваться паяльной маской.
В любом случае, чтобы правильно паять, необходимо знать температуру плавления металла, с которым предстоит работать. Она влияет на выбор инструмента пайки, а также флюсов и припоя. В соответствии с указанным параметром припойные материалы подразделяют на легкоплавкие (до 450 градусов) и тугоплавкие (более 450 градусов).
Пошаговый процесс пайки
Прежде чем начинать пайку, следует подготовить паяльник и все необходимые аксессуары.
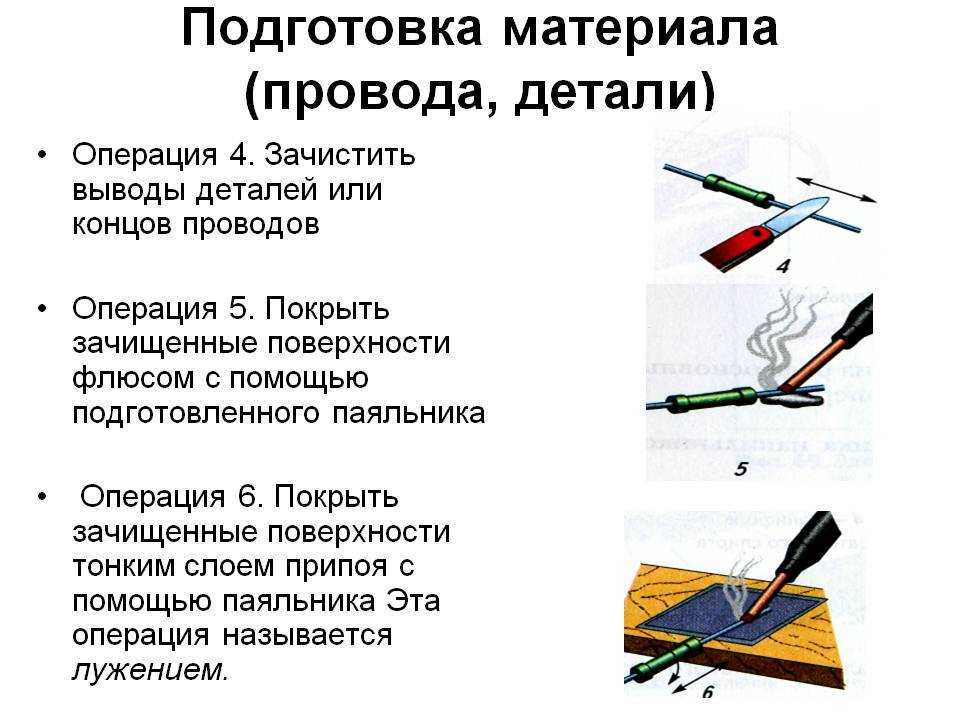
- Подготовить припой и флюс.
- Если паяльник новый, зачистить мелкой шкуркой жало до медного блеска.
- Нагреть жало сердечника паяльника до рабочей температуры (не выше 400ºC).
- Обмакнуть жало в канифоль и приложить к припою.
- Захватить небольшое количество припоя на жало.
- Тщательно облудить рабочие поверхности жала припоем.
Процедуру лужения жала рекомендуется выполнять на медной поверхности малой массы. Удачно подходят для лужения места широких дорожек любой бракованной печатной платы. Завершив лужение, можно приступать непосредственно к пайке.
ОТСОС ОЛОВА
 Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыка
Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыка
Если пайка проводится на чистых (не разу не паяных) дорожках электронной платы, все точки пайки требуется также подготовить – зачистить наждачной бумагой «нулёвкой» до характерного блеска. Далее выполняются следующие действия:
- Вставить электронный компонент в соответствующие отверстия платы.
- Установить компонент по уровням вертикали/горизонтали.
- С обратной стороны платы (точки пайки) отогнуть выводы компонента под 45º.
- Обмакнуть жало наконечника паяльника в канифоль.
- Захватить небольшую часть припоя.
- Коснуться жалом поверхности платы в точке пайки.
Результатом касания, как правило, становится равномерное растекание расплавленного припоя вокруг вывода электронного компонента. Как только припой заполнил точку пайки, жало паяльника следует отстранить, чтобы дать застыть нанесённому припою. Повторить операцию на следующей точке. Таким способом осуществляется пайка любых других точек на электронной плате.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять
Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт
Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки
В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей. При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры. Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара. Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом. По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Подготовка инструмента
Не стоит бояться, если при первом же включении новый паяльник начал дымить. Это происходит по причине выгорания масла, которым консервируется инструмент при долгом хранении.

Перед использованием паяльника следует подготовить его рабочую часть – наконечник. Его можно как немного отковать, так и заточить до необходимой формы. Если рабочая часть паяльника покрыта никелем, то такая подготовка строго запрещена.
Если паяльник имеет жало, изготовленное из меди, то перед работой нужно провести его лужение при первом же нагреве. Можно произвести лужение путем растирания деревянным бруском расплавленного припоя по нагретому наконечнику или любым другим способом.
Главное, чтобы при первом же использовании рабочая часть паяльника была покрыта тонким слоем припоя. В противном случае качество пайки будет низким, а рабочая часть инструмента будет испорчена.
Пайка нержавейки оловом в домашних условиях паяльником
3. Вначале залуживается паяльник, потом сам провод. При использовании канифоли это удобно делать путем погружения всмолу иподогревания еежалом. Необходимо добиться равномерного покрытия.
Мнение эксперта
Стребиж Виктор Павлович, эксперт по освещению и электрике
Любые вопросы задавайте мне, я помогу!
Для новичков предпочтительней второй вариант, так как состав нетолько будет однозначно действенным, нои, безусловно, подходящим квашим деталям. Если же вам что-то непонятно, пишите мне!
Общая информация
Бура – флюсовая разновидность, используемая для пайки антикоррозийных стальных сплавов. Достаточно распространенный тип, который производится в виде порошков, пасты либо жидкости.
Под воздействием высоких температур бура расплавляется, после чего происходит ее распределение по металлу. Под воздействием расплавленного флюса поверхность детали прогревается равномерно, а скорость достижения рабочих температур повышается.
Это важно в работе с нержавеющей сталью – материалом тугоплавким, прогревающимся достаточно долго. Срок перехода на следующий этап обработки определяется по цвету поверхности металла
Когда она становится красной, в работу вводится припой.
Флюсовые частицы после обработки остаются на поверхности детали. Для того, чтобы очистить от них металл, достаточно промывки водой. Маленькие детали можно опустить под воду и слегка потрясти.
Нельзя смывать частички флюса соляной или азотной кислотой. Да, очищение пройдет быстро и качественно, однако кислоты способны повреждать металлы. Они могут навредить детали и полотну шва.

Мнение эксперта
Стребиж Виктор Павлович, эксперт по освещению и электрике
Любые вопросы задавайте мне, я помогу!
Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить влажной тряпкой, губкой. Если же вам что-то непонятно, пишите мне!
Секреты пайки для начинающих
Совет №1 — всегда следите за чистотой жала паяльника. На конце оно должно быть всегда залуженное. Если это не так, то припой не будет приставать к жалу.






Прежде чем почистить и залудить жало паяльника, используйте напильник. Сначала слегка зачистите жало напильником, а затем разогрейте паяльник до рабочей температуры.

Воспользуйтесь куском канифоли и олова для лужения. Опускайте жало в канифоль, а затем в олово, как бы втирая его в жало. Время от времени очищайте поверхность и проводите операцию по лужению заново.
Совет №2 — используйте для пайки только подходящее оборудование. Само собой разумеется, что паять радиодетали нужно маломощным паяльником, мощность которого составляет не более 25 Вт. Однако таким паяльником вы навряд ли сможете запаять крупные детали. Для их пайки используйте паяльник мощностью в 60-100 Ватт.
Совет №3 — для работы с радиодеталями используйте только легкосплавные припои и твёрдую канифоль. Допускается применять канифоль растворенную в спирте (жидкий флюс), но ни в коем случае не кислотные флюсы с содержание хлористого цинка. Активные флюсы способны разъедать выводы радиодеталей.
Совет №4 — никогда не оставляйте включённый в сеть паяльник с сухим жалом. После разогрева паяльника обязательно опустите его жало в твёрдую канифоль. В таком случае поверхность жала паяльника не станет окисляться, поэтому процесс чистки и лужения можно будет осуществлять не так часто.

Совет №5 — не превышайте время пайки некоторых радиодеталей. Существуют так называемые «предельные температуры» некоторых электронных компонентов
Здесь важно соблюдать не только температурный режим, но и время нагревания припоя
Некоторые интегральные микросхемы и полевые транзисторы просто не терпят перегрева и выходят вследствие этого из строя. Паять такие радиодетали нужно в течение не более чем 5-10 секунд.
Виды флюсов
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой. При этом есть нюанс — для работы с печатными платами флюс должен быть более жидким. Для труднодоступных мест можно также применять припой проволочный с канифолью, что намного удобней.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, — очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
Как паять алюминий

Флюсы для пайки алюминия
Благодаря современным флюсам паять алюминий стало в общем не сложнее, чем медь. Для низкотемпературной его пайки предназначен флюс Ф-61А, см. рис. Припой – любой аналог припоев Авиа; в продаже есть разные. Единственно что – стержень в паяльник лучше вставить бронзовый луженый с насечками на жале примерно как у напильника. Он под слоем флюса легко соскоблит прочную пленку окисла, которая и не дает алюминию паяться просто так.
Для высокотемпературной пайки алюминия припоем 34А предназначен флюс Ф-34А
Однако греть зону пайки пламенем нужно очень осторожно: температура плавления самого алюминия всего 660 Цельсия. Поэтому высокотемпературную пайку алюминия лучше применять беспламенную камерную (пайка с печным подогревом), но оборудование для нее стоит дорого
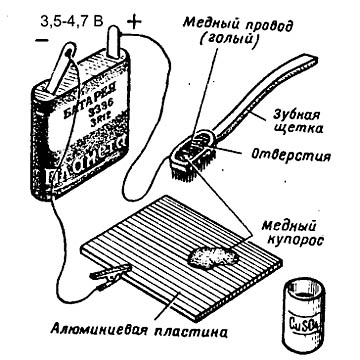
Омеднение алюминия для пайки
Есть еще «пионерский» способ пайки алюминия с предварительным омеднением. Он пригоден, когда требуется только электрический контакт, а механические напряжения в зоне пайки исключены, напр., если нужно соединить алюминиевый кожух с общей шиной печатной платы. «По-пионерски» пайка алюминия осуществляется на установке, показанной на рис. слева. Порошок медного купороса насыпают горкой в зону пайки. Зубную щетку пожестче, обмотанную голым медным проводом, окунают в дистиллированную воду и растирают ею с нажимом купорос. Когда на алюминии появится медное пятно, его лудят и паяют как обычно.





