
Зачем нужно заземление при нанесении порошковой краски
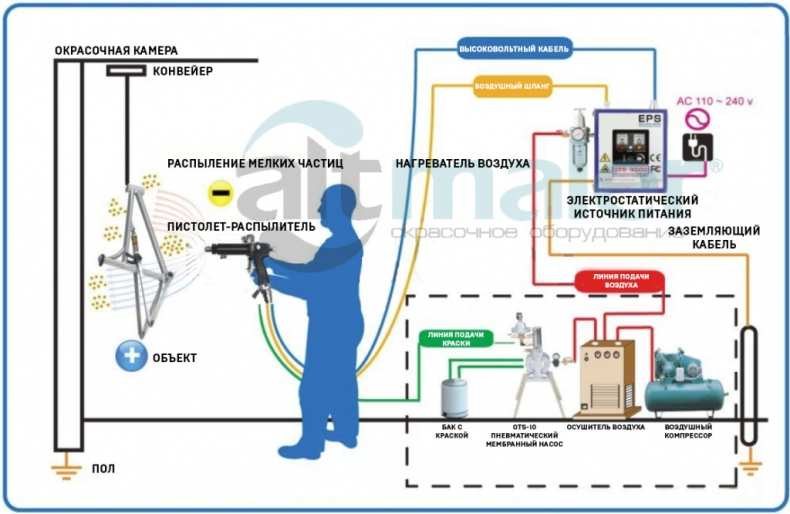
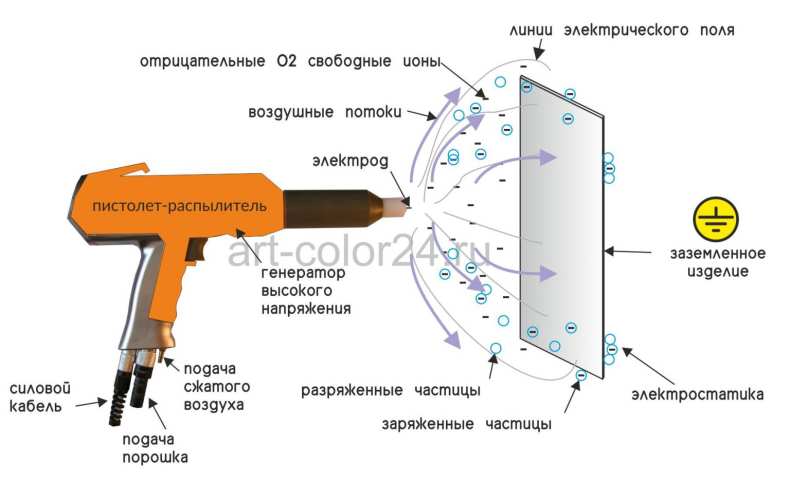
Электростатическая покраска происходит за счет создания электрического поля. Благодаря которому частицы порошка притягиваются на окрашиваемую поверхность. Для того чтобы избежать поражения током, все поверхности в покрасочной камере должны быть заземлены. Окрашиваемая поверхность также должны быть заземлена, чтобы достигнуть качественного покрытия.
При электростатической покраски нужно заземлить следующие предметы:
- оператор покраски. Нельзя допускать ношения изолированной обуви, т.к. ноги являются заземлением.
- изделие. Обычно подвешивается на крюках. Поэтому нужно следить за чистотой этих крюков, как источником заземления;
- источник краски;
- все прочие поверхности, способные переносить электрический ток.
Если будет плохо организовано заземление, тогда покраска будет происходить неравномерно и более тонким слоем. Заземление рекомендуется сделать сопротивлением 1 МОм.
Заземление можно организовать прутком с медным напылением. Длину лучше выбрать около 2,5 метров, диаметр примерно 2 сантиметра. Этот пруток забивается в землю практически полностью, оставляется около 15 сантиметров. К этому стержню уже подводится заземление всех необходимых предметов.
Вот одни из преимуществ и недостатков порошковой покраски
Основные положительные качества порошковой покраски состоят: в долговечности, снижению затрат и вреда для окружающей среды.
В ней не используются пожароопасные и вредные жидкие растворители, поэтому данная покраска практически безопасна как для человека, так и для флоры фауны. Отсутствие таких растворителей снижает стоимость покраски. Кроме того, выбор тонов, текстур и цветов практически не ограничен желанием и потребностью заказчика.
Порошковая покраска способна предоставить любые цвета, оттенки и фактуры: от золотистого или серебристого металлика, до поверхности под бронзу, дерево или гранит. Крася порошковой краской, получаются поверхности с различным глянцем, а также с рельефной фактурой, таких как антик или антрацит. Порошковая краска уже от колерована, что не требует таких дорогостоящих процедур как контроль вязкости и подбор тона. Это предают им наибольшую экономичность и прочность, стойкость и долговечность, и при всём этом достигается отличное качество, ровность и однотонность окрашиваемой поверхности. Порошковая покраска обеспечивает ударопрочное антикоррозийной покрытие, которое функционирует в режиме температур от 150 до -60 С и обеспечивает надежную электроизоляцию. И не реагирует на резкие перепады температур.
Порошковая краска и её экономические преимущества:
• Низкий процент отходов;
• На рабочую поверхность наносится до 96% краски;
• При избыточном напылении, краска собирается в красильной камере и готова к очередному нанесению;
• Высоко автоматизированная технология, обеспечивает легкость в уходе за покрытием, отсутствует необходимость его очистки и простоту в обучении рабочих (в основном на больших заводах); так же доступна для небольших предприятий с ручным нанесением порошковой краски.
• Отсутствие очистителей и растворителей, что не требует времени на их испарение, ни затрат на удаление паров.
Порошковая краска и экология:
• Отсутствуют вредные органические соединения;
• Экологически чистая технология производства;
• Низкая опасность возгорания;
• Снижены выделения химических запахов;
• Санитарно-гигиенические условия труда намного выше, чем при использовании обычных методов покраски;
• В процессе полимеризации предельно допустимые нормы концентрации летучих веществ не достигаются.
Преимущества порошковых красок в сравнении с красками на растворителях:
• При традиционных способах покраски невозможно достичь отличных физико-химических и декоративных свойств покрытий;
• Лучшие эксплуатационные свойства, высокое качество покрытий;
• Нет необходимости в грунтовки поверхностей;
• Для нанесения порошковой краски достаточно одного слоя. Это достигается за счёт 100 процентного содержания сухих веществ, дорогие многослойные краски этим свойством не обладают;
• В сравнении с обычными красками, порошковые краски обладают лучшими ударопрочными и антикоррозийными свойствами. Меньшая пористость в порошковом покрытии;
• Так как порошковая краска поставляется в готовом виде, то не требует особой подготовки и контроля вязкости;
• Потери при порошковой покраске около 2-5%, при покраски жидкими красками потери будут до 45%
• Отвердевание порошковых красок составляет 30 минут;
• Порошковая краска не занимает много места, поэтому не требует больших складских помещений;
• Высокая прочность порошковых красок при транспортировки обеспечивает минимальное повреждение покрашенных поверхностей, что обеспечивает снижение затрат на упаковку.
Возможные недостатки:
• При смене цвета, требуется чистый контейнер;
• Для предотвращения взрыва требуется чёткий контроль процесса покраски;
• Возникновения трудностей окрашивания очень тонких слоев;
• При низких температурах, также возникают трудности в покраске;
• При сборных конструкциях или нестандартных формах возникают некоторые ограничения в покраске.
Технология окрашивания дисков
Окрашивание дисков порошковой краской дает стойкий эффект восстановления метала.
К сожалению, сам процесс достаточно трудоемкий и требует определенных условий и оборудования. Поэтому, подробно разберем каждый этап, чтобы принять взвешенное решение: осуществить покраску самостоятельно или же обратиться в автосервис.










Подготовительный этап
Для подготовки к окрашиванию, деталь следует тщательно очистить от старой краски, ржавчины и всевозможных загрязнений. Это осуществляют при помощи пескоструйной обработки дисков. Изделия помещают в пескоструйный аппарат, в котором струя сжатого воздуха с песком или абразивом под напором сбивает старое покрытие. Так же в автомастерских могут использовать кислотные и щелочные составы.
 пескоструйная обработка дисков
пескоструйная обработка дисков
При необходимости можно заказать фосфатирование металла для последующего увеличения сцепляемости краски с поверхностью колесных принадлежностей. Фосфатирование создает дополнительный антикоррозионный слой в несколько микрон. После пескоструя следуют мойка и сушка.
Грунтование
Выполняется при помощи эпоксидных порошковых грунтов. Эта процедура придает авто/мотодискам противокоррозийную защиту и обеспечивает лучшую адгезию краски. Специальным импульсным пистолетом наносят слой порошкового грунта. Частицы такого грунта под воздействием электромагнитного импульса от пистолета оседают на диск (намагничиваются). Когда нанесение грунта завершено, диски помещают в печь с t 200° на 10-15 минут.
Покраска дисков
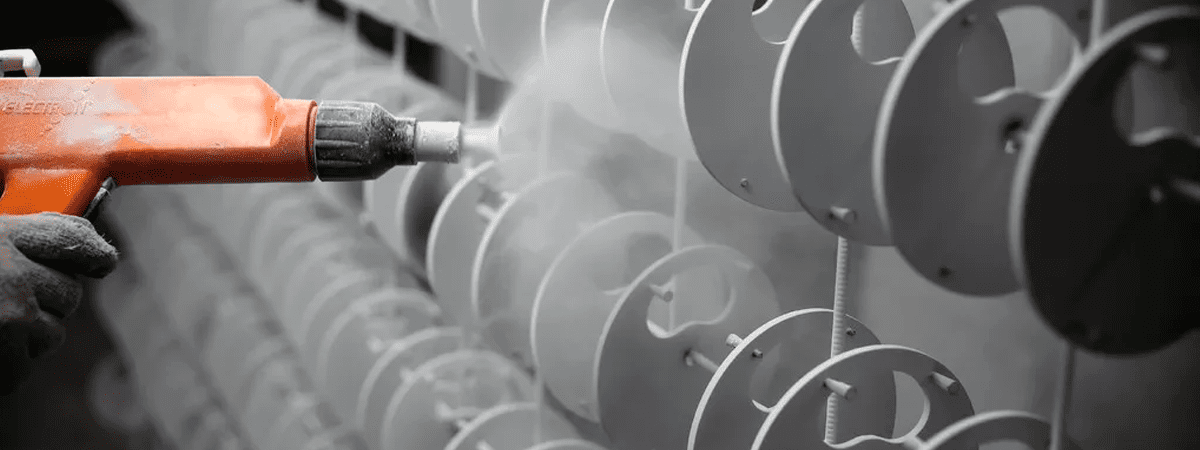
Данный этап проводится на базе специального оборудования для порошковой покраски. Напыление порошка проходит в камере-распылителе, работающей по электростатическому принципу. Осуществляют покраску при помощи специального пистолета.

Полимеризация
Процедура заключительного этапа выполняется внутри полимеризационной печи, имеющей электрический блок управления, в течении 15-20 минут. Температура внутри камеры: 200-220̊ С градусов. Порошковый состав краски в печи расплавляется, образуя равномерную пленку по всей конструкции.
В завершении
После полимеризации и сушки, детали полируют и, зачастую, наносят финишное покрытие (лак). Спустя 3-4 часа диски можно ставить на транспорт, но эксплуатировать не раньше, чем через 24 часа. Если применялся лак, то полное высыхание наступит примерно через неделю.
Особенности и этапы полимерной покраски дисков в домашних условиях
Для осуществления самостоятельной покраски дисков, необходимо наличие специального помещения для обустройства покрасочной камеры. Если используется гараж, то в нем должно быть достаточно места для покраски и термической обработки дисков. Для полимеризации понадобиться система нагревательных приборов или термическая печь. Кроме того, помещение должно быть хорошо освещено для визуального контроля окрашивания поверхности.
Этапы покраски те же, что и в автомастерских:
Подготовка: диски очищают, обезжиривают, снимают старую краску при помощи абразива. Т. е. автодеталь готовят к нанесению краски. Рихтовкой и шпаклевкой выравнивают сколы и царапины. Грунтование: здесь нужно выбрать надежный материал, ведь без праймера он будет плохо держаться. Покраска: Для самостоятельной покраски применяют полимерную краску в баллончике. В процессе нанесения средства, нужно следить за скоростью распыления и за расстоянием от баллончика до металла. Если есть возможность арендовать или купить специальный пистолет для порошковой покраски и компрессор к нему, саму краску можно нанести более профессионально и равномерно. Полимеризация и сушка: для этих целей в домашних условиях используют систему электрических обогревателей высокой мощности
Важно позаботиться о безопасности электропроводящих сетей, чтобы не было замыканий при эксплуатации. Полировка и нанесение финишного защитного покрытия (лака). Главное преимущество покраски дисков полимером в домашних условиях — это экономическая выгода по сравнению с автомастреской
Но процесс трудозатратен и требует много времени в плане подготовки и создании определенных условий. Поэтому, намного проще обратиться в специализированный сервис
Главное преимущество покраски дисков полимером в домашних условиях — это экономическая выгода по сравнению с автомастреской. Но процесс трудозатратен и требует много времени в плане подготовки и создании определенных условий. Поэтому, намного проще обратиться в специализированный сервис.
Порошковая окраска металла: правила и рекомендации
Процесс подготовки металлических деталей к покраске
При покраске металлических изделий порошковой краской как на промышленных линиях, так и своими руками в домашних условиях, необходимо следовать таким рекомендациям:
- Используйте порошковые материалы проверенных производителей.
- Без правильного заземления металлического изделия нарушается электростатический механизм удержания и распределения порошковых материалов на поверхности. Поэтому необходимо следить за состоянием подвесных крючков, обеспечивающих заземление деталей. Следует предусмотреть технологическую операцию очистки крючков и контроль цепи заземления.
- Напыление порошковых материалов необходимо производить минимально необходимым количеством воздуха. Чрезмерная подача воздуха приводит к:
- перерасходу краски;
- повышенному износу оборудования;
- нарушению технологии электризации частиц порошка;
- изменению гранулометрического состава краски;
- ухудшению видимости в окрасочной камере.
Качественное покрытие получают при использовании воздуха нужной кондиции
При этом следует уделять внимание не только отсутствию пыли, но и содержанию в воздухе влаги и масла. Необходимо использовать соответствующие фильтры до подачи воздушной смеси в оборудование. В качественном воздухе:
В качественном воздухе:
- размер твёрдых частиц не превышает 0,3 мкм;
- точка росы не превышает 4 °С (т.е. при 20 °С влажность не более 35%);
- содержание масла не более 0,1 промилле.
Оборудование для порошковой окраски
- При повторном использовании порошковых материалов учитывается изменение исходного состава, прежде всего гранулометрического. Не следует превышать количество допускаемых добавок регенерированных материалов в исходные порошки. Тщательно гомогенизируйте смесь порошков перед использованием.
- Не допускайте смешивания краски различных цветов и видов. При переходе на другую краску необходимо тщательно очистить всё оборудование. Желательно иметь для каждой используемой краски отдельные расходные бункера и шланги.
- Без подготовки поверхности не получите качественного покрытия. При этом следует учитывать назначение и условия эксплуатации изделия. Раму велосипеда надо подготавливать несколько иначе, чем элементы офисного стола. Небрежная подготовка приводит к:
- поверхностным дефектам покрытия;
- отслоению краски;
- преждевременному разрушению покрытия в агрессивной среде.
- Стоимость исходного порошка не определяет реальную экономичность покрытия. Следует учитывать:
- расход материалов на единицу площади поверхности;
- долговечность покрытия;
- устойчивость к воздействию вредных условий;
- внешний вид.
- Учитывайте условия хранения порошковых материалов. Повышенная температура может снизить как технологические характеристики порошка, так и эксплуатационные свойства покрытия. Используемая тара должна быть водонепроницаема из-за высокой гигроскопичности материалов. Обычно рекомендуемая температура в складе не должна превышать 25…28 °С, влажность не более 50%.
- Строго соблюдайте рекомендуемую технологию «спекания» порошка. Следует учитывать, что температура воздуха в рабочей зоне печи является косвенной характеристикой техпроцесса. Работа установки должна обеспечивать равномерный прогрев металла изделия до оптимальных температур. В зависимости от вида материала и массы изделия оптимальная температура воздуха и время выдержки могут меняться и отражаются в инструкции.
- Своевременно выполняйте технические регламенты по поддержанию работоспособности оборудования участка. Профилактическое обслуживание, включая регулярную очистку, осмотр, ремонт и замену компонентов, является основой безупречной работы и получения качественной продукции. Используйте запасные части оригинальных производителей. Хорошо зарекомендовало себя оборудование компании TESLA.
Технология порошковой покраски
 Ситуация выглядит более оптимистично при использовании технологии порошковой покраски, возникшей в прошлом веке. Этот способ обработки поверхности лишен обычных недостатков. В данном варианте, происходит надежная фиксация покрытия из порошка на поверхности металла, при повышенной температуре и под давлением.
Ситуация выглядит более оптимистично при использовании технологии порошковой покраски, возникшей в прошлом веке. Этот способ обработки поверхности лишен обычных недостатков. В данном варианте, происходит надежная фиксация покрытия из порошка на поверхности металла, при повышенной температуре и под давлением.
Прежде всего, высоким качеством отличаются строительные конструкции с подобным покрытием, входные двери и, конечно автомобильные диски. Все они выполняются исключительно с применением современных порошковых технологий, что обеспечивает им превосходное качество и устойчивость к неблагоприятным факторам.
Применение порошковой покраски стало прорывом в технической мысли. Этот метод нанесения декоративных и защитных покрытий стали широко применять в медицине и изготовлении спортивных снарядов и инвентаря. В любом случае технологии такого ряда существенно улучшают потребительские характеристики продукции и оборудования.
Таблица. Характеристики и области применения различных видов покрытий.
| Покрытие | Достоинства / Недостатки | Области применения / Окрашиваемые объекты |
|---|---|---|
| Эпоксидное покрытие | Достоинства Высокая реакционная способность, широкий интервал температур и относительно небольшое время отверждения, высокая прочность и эластичность покрытия, высокая стойкость к химикатам и растворителям, высокая коррозионная стойкость, хорошие электроизоляционные свойства Недостатки Низкая устойчивость к ультрафиолету, и, соответственно, слабая стойкость вне помещений, невысокая термостойкость, склонность к пожелтению при отверждении. | Применение Транспортное машиностроение, приборостроение, электротехника, радио- и электронная промышленность, бытовая техника и подземные сооружения. В частности Электробытовые приборы, швейные машины, металлическая мебель, станки и инструмент, автомодели, велосипеды, торговое оборудование, кондиционеры, радиаторы, трансформаторы |
| Эпокси-полиэфирное покрытие | Достоинства Хорошая растекаемость, стабильность цвета при формировании и эксплуатации, хорошие механические свойства по сравнению с эпоксидными покрытиями — повышенная атмосферостойкость Недостатки По сравнению с эпоксидным покрытием — пониженная стойкость к химреактивам, трудность получения матовых покрытий при низкотемпературном отверждении | Применение Транспортное сельсхозмашиностроение, бытовая техника, приборостроение, производство оборудования и инструмента В частности Велосипеды, мотоциклы, авто-, мотодетали, холодильники, пылесосы, кондиционеры, металлическая мебель, водонагреватели и отопительные радиаторы, огнетушители, инструменты, детали швейных машин, утюги |
| Полиэфирное покрытие | Достоинства Высокая устойчивость к ультрафиолету и, следовательно, атмосферостойкость, прозрачность непигментированных покрытий Недостатки Принято считать, что полиэфирные покрытия, содержащие триглицидилурат, токсичны, пониженная реакционная способность с отвердителем примидом. Механические свойства и адгезия несколько ниже чем у эпокси-полиэфирных покрытий | Применение Tранспортное, сельсхозмашиностроение, строительство, производство металлической мебели В частности Авто-, мотодетали, мотоциклы и мотороллеры, садовое и сельхоз оборудование, инвентарь, металлочерепица, рамы и облицовочные фасадные плиты и панели, садовая мебель, столбы, арматура и решетки для ограждений, трансформаторы и др. |
| Полиуретановое покрытие | Достоинства Очень высокая растекаемость, стабильность цвета при перегреве и воздействии УФ-лучей, высокая адгезия к различным субстратам, хорошие механические свойства и атмосферостойкость Недостатки Повышенное газовыделение при отверждении | Применение Приборостроение, транспортное, сельскохозяйственное и химическое машиностроение, строительство В частности Детали автомобилей, вагонов, вертолетов, тракторов, металлическая мебель, панели зданий и сооружений, решетки для ограждений, кондиционеры |
| Полиакриловое покрытие | Достоинства Высокие декоративные свойства, хорошая атмосферостойкость, высокая химическая стойкость Недостатки Высокая цена, плохая сочетаемость с другими порошковыми композициями | Применение Автомобилестроение, бытовое и медицинское приборостроение В частности Салоны автомобилей, детали посудомоечных машин, светотехническое оборудование, элементы центрального отопления, медицинское оборудование и приборы, алюминиевые и стальные оконные рамы. |
Морозостойкие краски по ржавчине
Для окрашивания проржавевших конструкций подходит «Инфразим-Антикор». Эта краска применяется при диапазоне -20…+30 °С. Влажность не должна превысить 80%. Состав одновременно является преобразователем ржавчины, предотвращающей коррозию грунтовкой и устойчивой к воздействию среды декоративной эмалью. Можно приобрести глянцевую либо . Что касается палитры, ЛКМ выпускаются в белом, сером, бежевом, кремовом, красном, зеленом, салатовом, голубом, синем, охре, коричневом, желтом, оранжевом, черном и красно-коричневом цветах.
Грунт-эмаль ХВ-0278 можно использовать для наружных работ при диапазоне температур -10…+25 °С. Это средство наносится на металл с неподдающейся удалению ржавчиной и следами окалины.
Грунт-эмаль по ржавчине «Спецназ» используется для обработки проржавевших стальных и чугунных изделий с целью предупреждения появления коррозии. Состав также защитит металл от агрессивных газов, испарений при производстве. «Спецназ» можно использовать для ремонтной окраски деталей автомобиля. Работают с ЛКМ при минусовых температурах (до -10 °С).










1.4. Области применения порошковых красок
Перечень изделий, которые могут быть окрашены порошковыми красками, достаточно широк. Существуют отрасли промышленности, где особенно быстро растут темпы потребления порошковых красок. Примером могут служить покрытия внутренней поверхности труб для буровых нефтяных скважин и перекачивания нефти, функционирующие в условиях, где такие факторы, как повышенное давление, высокие температуры и присутствие вызывающих коррозию сред, способны оказывать разрушающее воздействие практически на все, за редким исключением, покрытия.
В США автомобильная промышленность потребляет около 15 % всех производимых в стране порошковых красок, и применение их все расширяется благодаря высокому качеству получаемых покрытий, по экономическим причинам, а также по соображениям экологии. Порошковые краски используются некоторыми производителями автомобилей для создания промежуточных грунтовочных слоев при получении наружных покрытий, а также для окончательной отделки внутренних деталей. Возрастает применение порошковых материалов для отделки различных автомобильных деталей, где необходима надежная защита наряду с хорошим декоративным видом. Диски колес, бамперы, рамки для зеркал, масляные фильтры, блоки двигателя, корпуса электрических аккумуляторов, рессоры — это лишь некоторые из многих деталей автомобилей, окрашиваемых порошковыми красками. Порошковые лаковые композиции для использования поверх основных наружных покрытий корпусов автомобилей являются альтернативой жидким органорастворимым лакам.
Производство товаров народного потребления представляет собой не единственную область рынка, использующую термоотверждаемые порошковые краски; на нее приходится около 17 % всего их потребления. Поскольку развивается тенденция замены силикатных эмалей порошковыми красками, использование порошков на рынке товаров народного потребления будет продолжать расти. В число областей применения порошковых материалов входит также окрашивание корпусов и кожухов различных изделий, морозильных камер, сушильных барабанов, корпусов стиральных машин и т. д.
Производство садового оборудования и инвентаря также является крупным потребителем порошковых красок (около 7 % от общего их потребления). Промышленные производства потребляют около 56 % всех порошковых материалов. Под промышленными производствами подразумеваются все другие, за исключением вышеупомянутых автомобильной промышленности, производства товаров народного потребления, архитектурных сооружений и садового оборудования и инвентаря.
Большими потенциальными областями потребительского рынка могут быть производства изделий из алюминиевого проката, представляющие в настоящее время 4% всего североамериканского рынка, потребляющего порошковые краски. Последние достижения в развитии полиэфир-тригли-цидилизоциануратных (ТГИЦ) систем и материалов на основе фторсодержащих полимеров позволили порошковым краскам конкурировать с жидкими системами при окрашивании архитектурных сооружений по прочности, атмосфероустойчивости и стойкости к обесцвечиванию. Некоторые из таких покрытий в различных строительных областях успешно эксплуатируются более 15 лет.
Порошковые краски на потребительском рынке — самый быстро растущий сегмент в структуре всех лакокрасочных материалов. Из примерно 5000 видов порошковых красок на североамериканском рынке используется около 1000 (табл. 1.1).
Таблица 1.1
Металлические субстраты | |
|---|---|
Тяжелое, транспортное и сельскохозяйственное машиностроение | Станки, трубы (газовые, нефтяные, систем мелиорации и водоснабжения), детали автомобилей и мотоциклов, велосипеды |
Приборостроение, электротехническая, радио- и электронная промышленность | Трансформаторы, конденсаторы, приборы, инструменты |
Производство товаров народного потребления, бытовой техники | Холодильники, водонагреватели, кондиционеры, отопительные радиаторы, пылесосы, металлическая мебель, детали швейных машин, корпуса газовых и электроплит, стиральных машин |
Строительство | Арматура, оборудование спортплощадок, светотехническое оборудование, металлические оконные рамы и шифер |
Неметаллические субстраты | |
Строительство | Облицовочные фасадные плитки, асбоцементные, керамические; черепица |
Производство товаров народного потребления | Декоративные керамические изделия, изделия из пластмассы, древесины |
Применение порошковых красителей
Современное оборудование позволяет, кроме металлических, обрабатывать порошковыми красками также керамические, стеклянные, каменные, и МДФ поверхности.
Поэтому сейчас такую технологию применяют:
- в машиностроении;
- при окраске деталей и комплектующих из металлов, устойчивых к температуре более 200 градусов;
- при изготовлении бытовой и оргтехники;
- инвентарь для спорта;
- при изготовлении мебели;
- в изделиях для домашних и хозяйственных нужд;
- в строительных технологиях;
- в изготовление декора.
Структура материала
По своей структуре это красящее вещество – дисперсионная многокомпонентная смесь твердых частиц. Ее основу составляет порошковый полимер и пигмент. Составные элементы дисперсионного порошка различаются в зависимости от функционального назначения и области применения краски. Состав разнообразен. Сюда могут входить разнообразные примеси в виде:

![Покраска металлических изделий 👉 [основные методы]](https://czarsafe.ru/wp-content/uploads/9/a/5/9a52a070ee76c3e2d667aea0e692a069.jpeg)







- наполнителей, например, оксидов алюминия или диоксидов титана;
- пигмента для получения разнообразной глубины цвета;
- отвердителей эпоксидных смол;
- пленкообразующих смол;
- добавок различных акрилатов.
Одно из важнейших преимущественных качеств порошкового продукта заключается в том, что в его составе нет растворителей, обладающих высокой токсичностью и огнеопасностью. То есть он практически безопасен для человека, не оказывает вредное воздействие на природную среду.

Все компоненты красящей основы сухие, не прилипают друг к другу, имеют отличную сыпучесть. Консистенция порошка не меняется со временем, не густеет. Поэтому отпадает необходимость разбавлять его с помощью специальных растворителей в отличие от водно-дисперсионных красок, например, акриловых.
Количество наполнителей и пигмента может составлять более половины всего состава. Это определяется глубиной цвета и назначением продукта. Пигмент, используемый для этого красящего материала, ничем не отличается от пигмента, который добавляют в другие жидкие, например, акриловые красящие вещества.





