
Рекомендации по эксплуатации парника
Чтобы парник из труб полипропилена служил долго надо правильно за ним ухаживать:
- если парник не капитальный, то его лучше демонтировать на зимний период;
- после демонтажа все элементы необходимо помыть и просушить;
- хранить детали парника следует в защищённом от атмосферных осадков месте;
- ежегодно надо делать дезинфекцию специальной жидкостью или газом, можно использовать серную шашку, после чего его на один день нужно закрыть, чтобы погибли все паразиты.
Кроме того, если парник из поликарбоната, то:
- около него нельзя разводить костёр, так как этот материал боится огня;
- мыть парник укрытый таким материалом нужно обычной водой, с добавлением не агрессивных моющих средств, лучше хозяйственного мыла;
- мыть рекомендовано не в жаркую погоду, так как это плохо скажется на покрытии;
- осенью следует осматривать постройку на наличие трещин, при их обнаружении они замазываются герметиком;
- если парник остаётся на зиму, то внутрь надо накидать много снега, это защитит листы от повреждений, а также укрепить саму конструкцию.
При правильном уходе за парником, он прослужит вам долго, и не будет требовать дополнительных вложений.
Как видите, сделать своими руками на участке парник, используя полипропиленовые трубы дело несложное, и обойдётся не дорого. Зато, наличие такого сооружения значительно увеличит ваш урожай и повысит его качество.
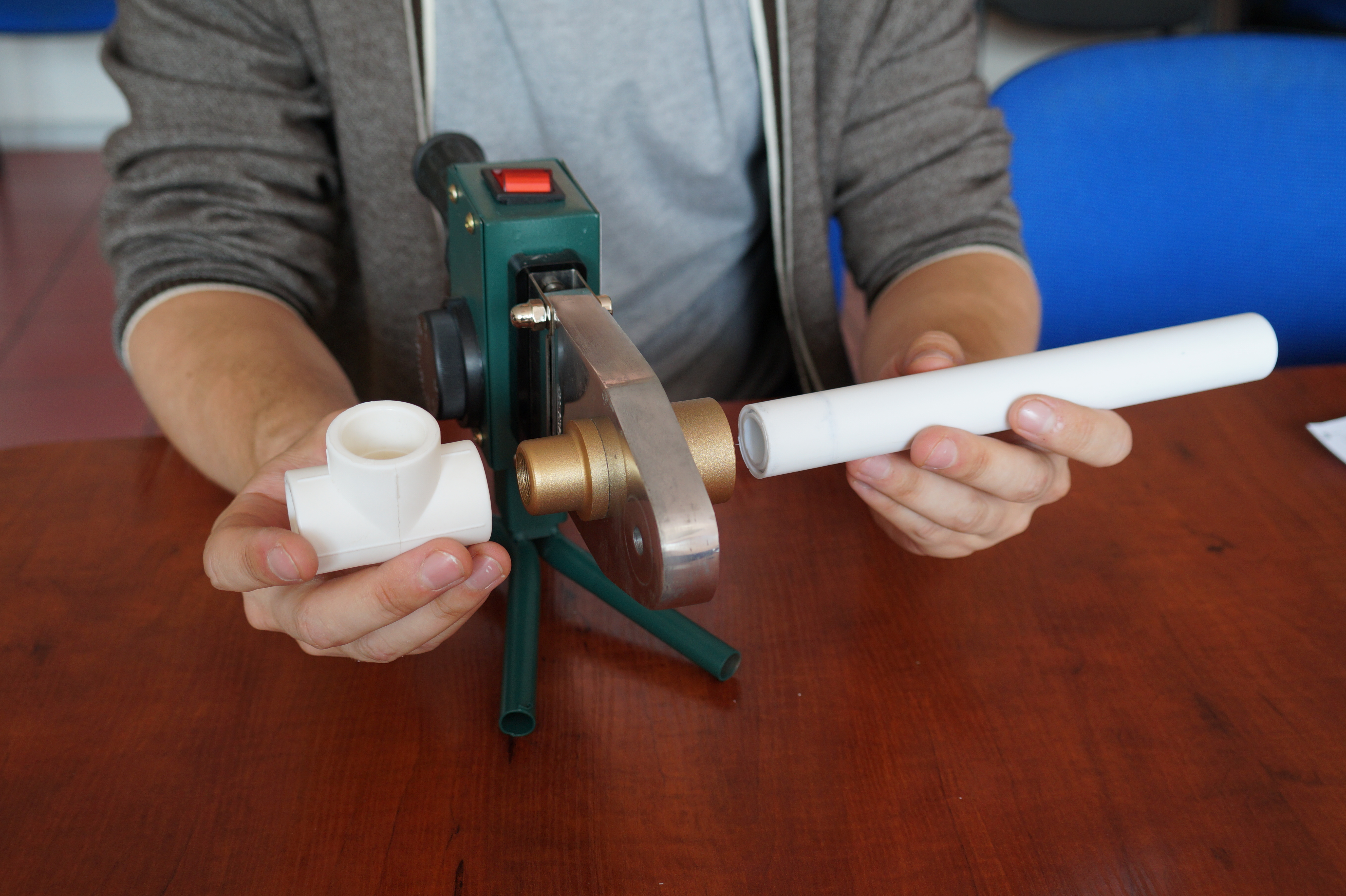
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.

Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.

Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.

Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Правила и методика пайки ПВХ-труб
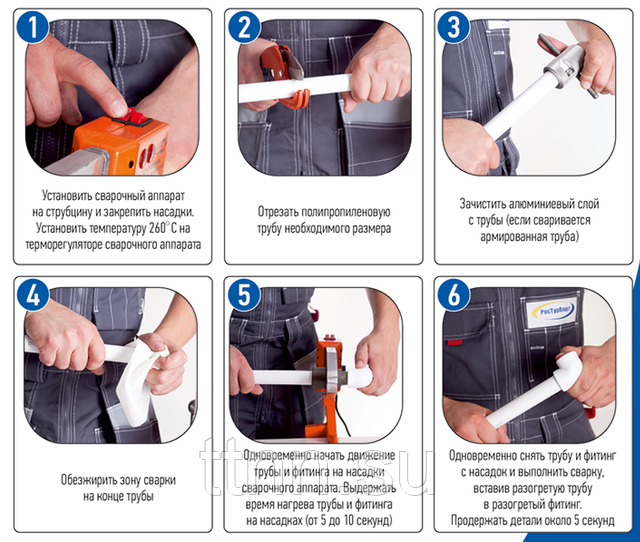
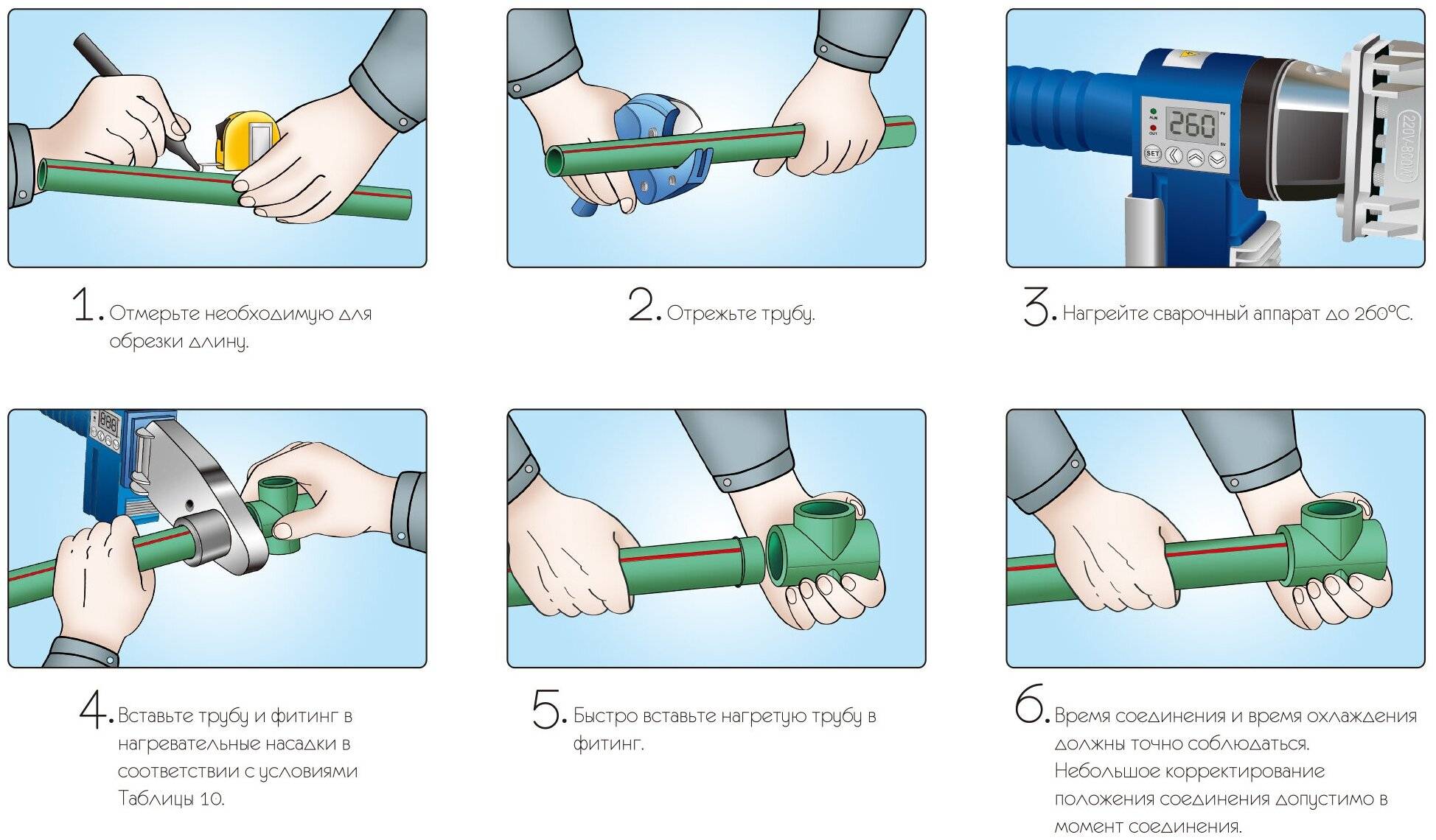
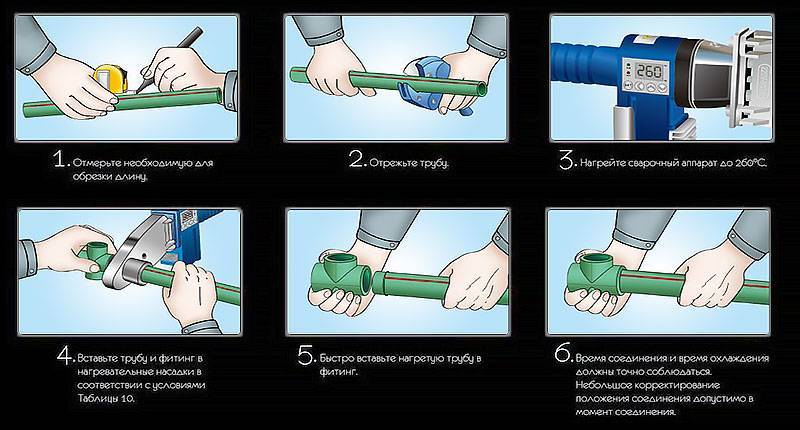
Пайка пластиковых или полипропиленовых водопроводных труб должна осуществляется строго в определенной последовательности. Она выглядит следующим образом:
- установите паяльник в заданном положении;
- зафиксируйте в отверстия насадки в соответствии с их размерами, а потом подключите прибор в сеть;
- если есть необходимость локального использования устройства в месте прокладки трубопровода, то в крайнем положении его подошвы нужно поставить ту насадку, которая имеет диаметр аналогичный диаметру труб;
- посредством терморегулятора на устройстве выставите нагревательную температуру. Она зависит от того, какие материалы будут соединяться. Если трубы полипропиленовые, то она составляет порядка 260 градусов, а если полиэтиленовые, то 220 градусов соответственно;
- далее рекомендуется прогреть паяльное устройство в течение 10−20 минут в зависимости от того, каковы условия извне, пока индикатор на нем не погаснет.
Паять трубы следует с учетом многих показателей, приводим их ниже:
- если диаметр труб составляет 20 мм, то ширина свариваемого пояса должна быть порядка 15 мм, детали должны нагреваться в течение 6 секунд, а соединяться в течение 4 секунд. Время остывания в данном случае — 2 секунды;
- когда трубы имеют диаметр 25 мм, то свариваемый пояс должен иметь ширину не менее 15 мм и не больше 18 мм соответственно. Нагревание деталей продолжается 7 секунд, соединение — 4 секунды, а остывание — 2 секунды соответственно;
- при диаметре 32 мм, ширина пояса будет около 20 мм, нагрев должен продолжаться 8 секунд, соединение 6 секунд, а время остывания 4 секунды;
- существенно отличаются показатели при использовании труб диаметром 63 мм. Свариваемый пояс имеет ширину порядка 25 мм, детали нагреваются 24 секунды, время соединения деталей — 8 секунд, а их остывания — 6 секунд.
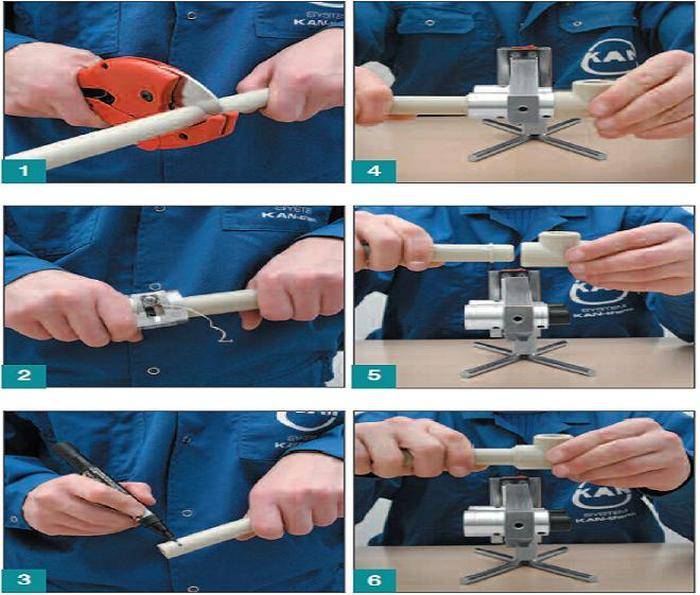
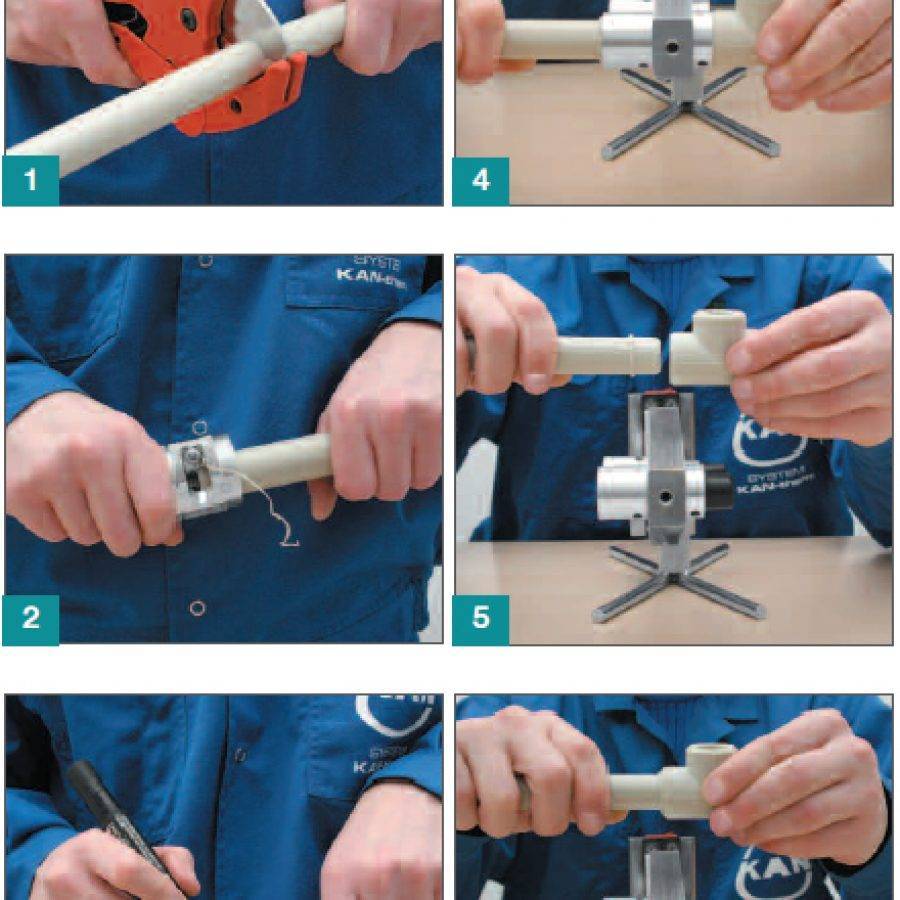
Итак, методика пайки выглядит следующим образом:
- возьмите специальные ножницы по пластику и с их помощью отрежьте трубу нужного размера;
- с применением спиртового состава очистите места соединения труб от жира и грязи;
- ответный раструб и трубопровод ставим в насадку и греем в течение того времени, которое соответствует параметрам материала;
- после разогрева части соединяются друг с другом, трубопровод вставляем в раструб;
- по окончании работ посмотрите, чтобы сварное соединение было высокого качества. В местах стыков должны появиться пластиковые кольца.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
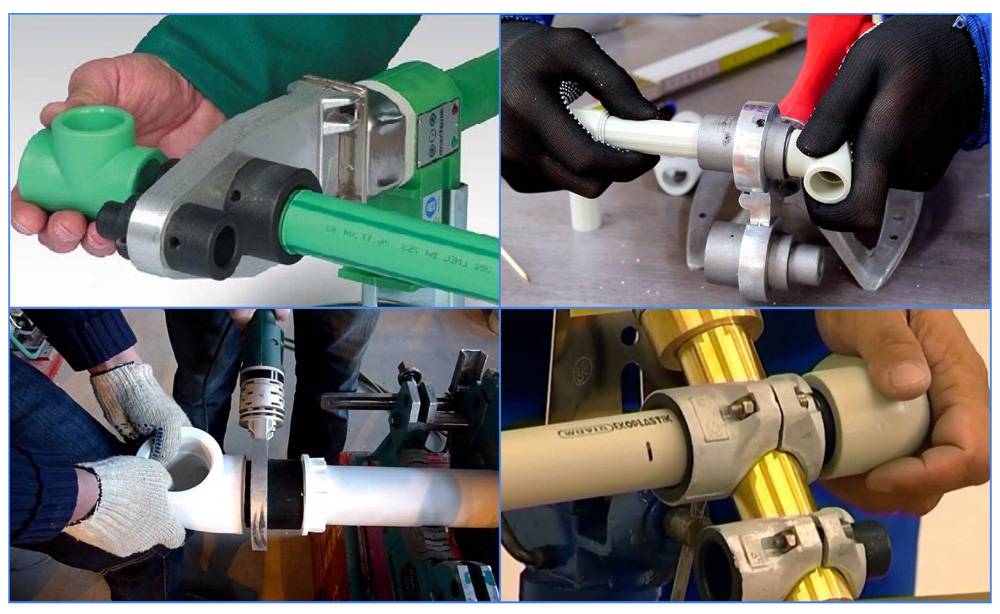
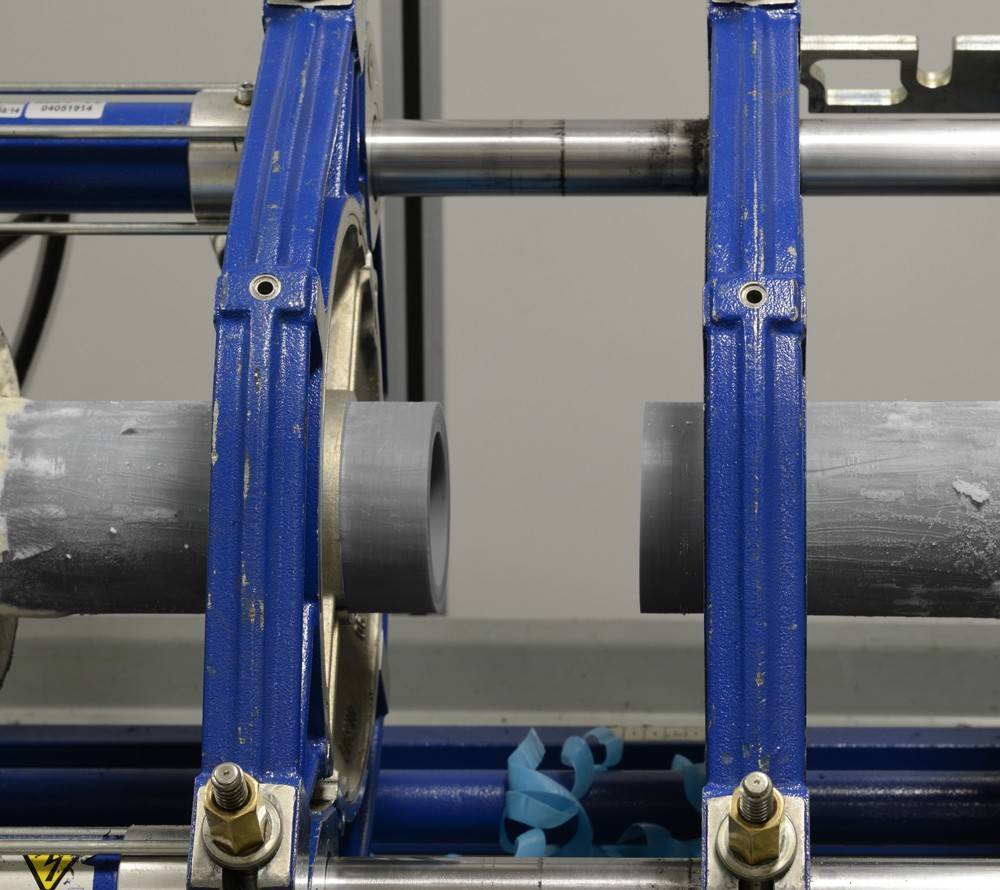
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.








Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Монтаж полипропиленовых труб своими руками
Этапы работ с видео инструкцией
 Начинать установку системы из полипропилена следует с составления схемы водопровода. При этом необходимо измерить расстояния от мест потребления до точки ввода, учитывая все точки подключения, разветвления, ответвления и повороты.
Начинать установку системы из полипропилена следует с составления схемы водопровода. При этом необходимо измерить расстояния от мест потребления до точки ввода, учитывая все точки подключения, разветвления, ответвления и повороты.
Необходимые инструменты и материалы:
- специальный инструмент для резки труб;
- разводные ключи;
- специальный паяльник для сварки ПП (утюжок) с насадками;
- нож для зачистки изделий;
- соединительные муфты;
- заранее сформированные отрезки труб: поворотные и для обвода изделий в одной плоскости;
- фитинги с наружной и внутренней резьбой;
- соединительные элементы для гибких трубок;
- угловые фитинги;
- кран, который будет присоединять шланг от стиральной машины.
Основные правила монтажа ПП
В первую очередь все изделия проверяются на целостность и очищаются от пыли.
- Категорически запрещено использовать грязные или деформированные элементы.
- Во время работ температура окружающей среды должна быть не менее пяти градусов.
- Все изделия из полипропилена должны быть защищены от огня.
- Для врезки накопительного бака или водомера применяются разъемные резьбовые фитинги.
- Неразъемные элементы используются только для соединения гибких шлангов.
- Перегиб труб недопустим, поэтому на поворотах устанавливаются специальные угольники.
Приступаем к работам
Монтаж начинается с нарезки труб необходимой длины.
- Места распилов отмечаются с помощью маркера.
- Для отдельных частей подбираются фитинги.
- Отмеряется глубина вхождения соединительной детали, которая отмечается маркером.
- Торцы изделий зачищаются и обезжириваются.
- После подготовки всех деталей, с помощью специального паяльника спаиваются своими руками пропиленовые трубы.
- Прежде чем начать работать с утюжком, следует внимательно изучить инструкцию, по которой аппарат собирается. Размер насадки на паяльник будет зависеть от диаметра используемых труб.
- Работу следует начинать от стояка.
- После того как утюжок нагреется, отрезок полипропиленовой трубы и фитинг следует одновременно до упора вставить в его насадки.
- Через несколько секунд детали снимаются и соединяются между собой. Время выдержки изделий зависит от диаметра ПП и мощности аппарата.
- Соединенные детали запрещено поворачивать по осевой линии.
- На протяжении десяти секунд, выполняется первичная корректировка элементов, и они окончательно фиксируются.
- Соединение можно считать качественным в случае, если не осталось никаких зазоров.
- Когда остынут все детали, монтаж своими руками можно продолжать дальше.
- После того как все фрагменты водопровода будут спаяны и установлены, система собирается окончательно.
- Для облегчения возможного ремонта, внутреннюю резьбу рекомендуется смазывать техническим вазелином.
- Внешнюю сторону соединений, имеющих резьбу, обязательно нужно обматывать от начала к концу фторопластовой лентой.
- Во время монтажа необходимо следить за тем, чтобы после сборки системы остались доступными и легко поворачивались рукоятки кранов.
Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.







Монтаж полипропиленовых труб своими руками

Преимущества монтажа
 Рассчитайте количество труб и фитингов
Рассчитайте количество труб и фитингов
Для выполнения монтажа трубопровода не требуется выполнение сварочных работ. Все соединения выполняются при помощи пайки. Труба стыкуется в фитинге, а затем спаивается специальной муфтой. Преимущество такой пайки состоит в том, что уже через час после пайки всей системы, трубопровод готов к использованию.
Подготовка инструмента
 Шейвер
Шейвер
Кроме наличия всех необходимых деталей и материалов, для выполнения монтажа трубопровода необходимо подготовить весь инструмент.
- Самым главным инструментом для работы является паяльник, с помощью которого будет выполняться пайка муфт. Покупая этот инструмент, не стоит экономить. Это может сказаться на качестве пайки и скорости выполнения работ, да и сам паяльник может очень быстро перестать работать. Качественный паяльник при долгой работе не нанесет вред тефлоновому слою покрытия насадок.
- Для пайки вам потребуются насадки под трубы. В основном, они идут в комплекте с паяльником.
- Основная часть работы будет выполняться стационарно, поэтому под паяльник необходима подставка.
- Чтобы отрезать нужный участок трубы, понадобятся специальные кусачки, можно применить труборез.
- Снятие с трубы слоя алюминия выполняется с помощью шейвера.
- Чтобы впаиваемая труба свободно входила в фитинг, потребуется снять фаску края трубы, используя фаскосниматель.
 Трубы и фитинги
Трубы и фитинги
Предварительно посетите строительный магазин и купите все необходимые инструменты.
На чем можно сэкономить
 Ножницы для полипропиленовых труб
Ножницы для полипропиленовых труб
Произвести пайку полипропиленовой трубы подручными средствами не получится. Но все же, на некоторых инструментах можно сэкономить. Если предстоит выполнение небольшого объема работ, из списка покупок можно вычеркнуть кусачки или труборез. Отрезание трубы можно выполнить болгаркой. Шейвер используется только в том случае, если есть алюминиевый слой. Если этот слой отсутствует, то и инструмент можно не покупать.
План работы
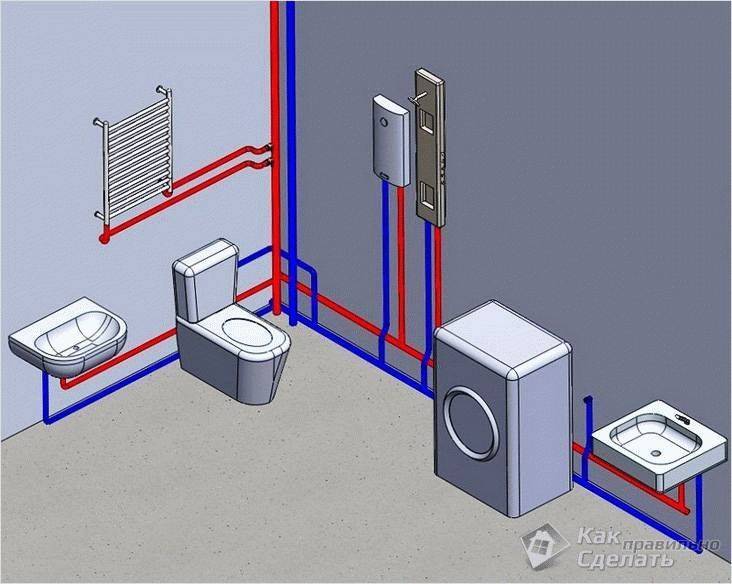 План разводки водоснабжения
План разводки водоснабжения
Решившись на самостоятельный монтаж трубопровода, необходимо составить план выполняемых работ. Требуется все рассчитать так, чтобы пайка муфт в большинстве случаев происходила не на весу, а стационарно. В конце работы останется лишь соединить всю систему и произвести пайку последних точек соединения.
Перед началом работы должна быть тщательно проработанная схема трубопровода. Это сильно облегчит условия работы, и вам не придется покупать лишние материалы. Грамотно выполненный расчет позволит выполнить все неудобные места пайки на столе.
Особенности пайки трубопровода
Для выполнения прочной пайки выполняется прогрев внешнего края трубы и внутренней стороны муфты. Прогревается только тот участок трубы, который полностью войдет в муфту. После соединения прогретых участков, происходит спаивание полипропилена.
В начале пайки необходимо подготовить сам материал. Вымеряется и отрезается необходимая длина трубы. На краю отрезанной трубы, с внешней стороны, снимается фаска глубиной 3 мм, и под наклоном не менее 15 градусов. Края спаиваемых материалов очищаются от загрязнения и обезжириваются специальным раствором. И только теперь можно выполнить пайку изделия.
Пайка трубы
 Пайка с помощью паяльника
Пайка с помощью паяльника
- Перед началом пайки паяльник устанавливается с помощью подставки на столе и подключается к электросети. Пайка происходит при температуре 260°C. Поэтому, если паяльник имеет регулятор температуры, его надо выставить на это значение. К сведению: при других температурах, пайка изделий не выполняется. Следовательно, не стоит переплачивать за покупку паяльника с регулятором температуры.
- Когда паяльник полностью прогрелся, можно начинать процесс сваривания деталей. Фитинг должен прогреваться одновременно с трубой, поэтому с одной стороны специального штыря надевается фитинг; труба, вставленная в гильзу, надевается на вторую сторону нагревателя. После полного прогрева детали быстро снимаются с паяльника и соединяются.
- При пайке необходимо соблюдать время прогрева деталей, иначе деталь быстро деформируется и станет непригодной для соединения. Недостаточно нагретую деталь не получится надежно спаять, в результате чего образуется течь в месте соединения.
Для определения времени нагрева разработана таблица, которой пользуются специалисты, выполняя монтаж полипропиленовых труб.
Как грамотно паять – важные нюансы пайки:
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.
Оснащение для установки

Для их установки необходимо дополнительно приобрести вспомогательные фитинги тройники, уголки и другие устройства для окончательного совершения работы различные смесители, заглушки для обслуживания и т. д. В случае врезки устанавливаемого трубопровода в сложную систему водоснабжения или отопления инженерную сеть, возможно, необходимо будет приобрести такие специальные элементы, как: • клапан спускной для удаления воздуха из системы, • гидроаккумулятор, • реле давления и т. д. С целью надежного их прикрепления к стене применяется специальные клипсы (см. Монтажные клипсы для крепления труб)
неодинакового диаметра в соответствии с размерами устанавливаемых труб из полипропилена, которые крепятся с помощью саморезов нужного размера и дюбелей. Для экономии времени и сил применяются специальные клипсы, изготавливаемые с встроенным в ней дюбелем. При этом сокращается не только время для прикрепления клипсы, а и количество используемых саморезов. Для отрезания труб необходимого размера применяются специальные ножницы. Точного прямого разреза можно достичь, используя только хорошо заточенные ножницы. Чтобы присоединить участки труб друг к другу, а также необходимые фитинги, понадобится специальный паяльный аппарат. С целью получения надежного и долговечного соединения труб и деталей, а также при высоком объеме выполняемых работ применяют профессиональное паяльное оборудование. Для любителей делать ремонт предлагается соответствующее оснащение. При установке клипс и дюбелей в стене используется перфоратор. В стены, выполненные из дерева, клипсы для труб присоединяются без дюбелей с помощью шуруповерта. Для нанесения проекта системы трубопроводов на стену понадобится рулетка, уровень строительный, мел или карандаш.
Порядок прокладывания

Для правильного проектирования трассы под устанавливаемый трубопровод существует несколько таких основных правил:
1. Необходимо организовать небольшой угол наклона по ходу течения воды. Это необходимо выполнить даже в том случае, если носитель в трубе находится под давлением. Такое наклонное направление предотвратит застаивание воды на участках трубопровода и снизит вероятность замерзания воды в зимнее время года, например, на закрытой даче. 2. В проекте системы трубопроводов необходимо по возможности использовать минимальное количество местных гидравлических сопротивлений потоку воды поворотов, врезок и т. д. 3. Во избежание деформации труб в системе применяются опоры, которые обязательно необходимо устанавливать в местах врезок различных элементов трассы.
Советы по выбору и эксплуатации инструмента
Очень важно правильно выбрать инструмент для пайки полипропиленовых труб. Чем меньше в аппарате будет пластиковых вставок и частей, тем он будет надежнее
Наличие в приборе качественного терморегулятора позволит более прочно соединять элементы между собой. Мощность паяльника также важна. Для домашней пайки труб небольшого диаметра будет достаточно 700 Вт, а для профессионального использования мощность выбирайте побольше.
Металлические насадки для паяльника обычно имеют тефлоновое покрытие. Чтобы защитить его от царапин, храните аппарат с насадками только в специальном ящике.
Надеемся, вы убедились, что имея в наличии инструкцию пайка полипропиленовых труб своими руками — вполне выполнимая работа даже для неопытного в таких делах мастера. Главными факторами успеха являются аккуратность и точность, а также использование качественного инструмента и комплектующих.

![[инструкция] пайка полипропиленовых труб | видео](https://czarsafe.ru/wp-content/uploads/3/e/9/3e9a8c44bfef995291131b8de996ff2b.jpeg)