
Известные марки
Какими электродами лучше всего варить инвертором? Сухими, без повреждений. Хранить их надо в сухом месте, не допуская деформации стержней, при использовании это позволит избежать прилипания электрода к металлу во время работы.
Наибольшее распространение получили следующие марки инверторных электродов:
- МР-3, УОНИ 13/55, ОЗС-4 соединяют углеродистые низколегированные стали, используются для сварки ответственных конструкций;
- ЦЛ-11 выбирают для сварки нержавейки и высоколегированной стали;
- ОЗАНА-1 — для соединения алюминиевых марок А0, А3; а ОЗАНА-2 — для сплавов АЛ4, АЛ9, АЛ11;
- Комсомолец-100 — для приварки меди и соединения меди и стали;
- ОЗЧ -2 применяют для сплавов чугуна.
Многие инверторы работают на постоянном токе. Возможны 2 варианта подключения полярности: прямая и обратная.
При прямой полярности к плюсу инвертора присоединяют массу, к минусу держатель. Такой способ подключения увеличивает температуру металла, он рекомендован для сварки массивных деталей и в случае необходимости выделения большого количества тепла и высоких температур при процессе .
Тонкий металл и сталь высоколегированную лучше приваривать при обратной полярности, чтобы не прожечь материал.
Лучшие электроды для любительской и профессиональной сварки
В рейтинг входят самые популярные модели этого сварочного элемента, предназначенные для ручной дуговой сварки распространенных видов стали. Это — изделия с рутиловым и основным покрытием.
Рейтинг лучших электродов с рутиловым типом покрытия
Элементы с покрытием данного вида (в том числе рутилово-целлюлозным) используются при переменном и постоянном токе. Отличаются легким первичным и повторным зажиганием, устойчивостью к отсыреванию. Сваривание может производиться во всех положениях.
МР-3С
Популярные электрические проводники Российского производства (фирма СпецЭлектрод) подходящие для бытовой работы, допустима сварка удлиненной дугой. Расход: 1,7 кг на 1 кг металла. Обязателен режим прокалки в течение часа при температуре от 120 до 160 градусов. Главная отличительная особенность этой модели – гарантированная устойчивость дуги, возможность сварки в любом положении. Не образует шлаковые и пористые включения. Подходят для сваривания необработанных поверхностей (например, имеющих ржавчину). Средняя стоимость – 890 руб.
СпецЭлектрод МР-3С

Достоинства:
- стабильность горения дуги;
- легкое зажигание;
- упрощен процесс сварки;
- высокое качество сварки.
Недостатки:
- высокая чувствительность к сырости;
- распространены подделки.
АНО-4
Еще одна известная модель от Российского производителя (ЛЭЗ – Лосиноостровский Электродный Завод), отличающаеся качеством и универсальностью. Режим прокалки в течение часа при температуре от 180 до 200 градусов. Возможна сварка короткой дугой и средней. Эти изделия применяются для сварки ответственных соединений при любом положении. Используются с оборудованием, подключенным к сети (постоянного и переменного тока). При работе не возникает дефектов, швы отличаются качеством и надежностью. Средняя цена составляет – 109 руб.
электроды ано-4

Достоинства:
- наплавленный металл не образует изъянов;
- легкость зажигания;
- простое отделение шлаков.
Недостатки:
- чувствительность к влаге;
- недопустимость сварки в вертикальном положении.
ESAB ОЗС-12
Плавящиеся элементы от дочерней фирмы ЭСАБ-СВЭЛ шведского производителя ESAB, применяющиеся для работы с углеродистой и низколегированной стали. Главная особенность – образование гладких валиков и аккуратного шва. Отсутствует склонность к появлению трещин в металле шва. Средняя стоимость — 820 руб.
ESAB ОЗС-12
Достоинства:
- высокое качество шва;
- аккуратное формирование валика;
- гарантированная прочность соединений.
Недостатки:
- перед применением нужна прокалка;
- необходимость хранения в термопенале.
ESAB SVEL OK 46.00
Марка надежных электродов российско-шведской фирмы, отличительной особенностью которых является стабильный быстрый розжиг и горение даже при небольшом отсыревании. Кроме того, они не боятся коррозии и загрязнений. Работа может производиться при любом направлении и положении, при постоянном и переменном токе. Благодаря этому можно производить работу с незащищенными поверхностями, а шов отличается прочностью. Для прокалки необходима температура от 80 до 90 градусов. Средняя цена составляет 830 руб.
ESAB SVEL OK 46.00
Достоинства:
- возможность сварки при минимальном токе;
- легкий розжиг;
- простое отделение шлака;
- возможность сварки ржавых и загрязненных поверхностей.
Недостатки:
не подходит для сварки труб.
Omnia 46 (KD 46)
Недорогие электроды, от популярной американской фирмы Lincoln Electric обеспечивающие идеальное зажигание. Это сварочное оборудование сертифицировано для работ с углеродистой и низколегированной сталью, при этом сварка может производиться в любом положении. Отличаются простотой и удобством применения, поэтому хорошо подходят для начинающих сварщиков. Могут применяться на бюджетном сварочном аппарате (инверторе). Подходят для сварки труб, так как швы отличаются высоким качеством и стойкостью к нагрузкам. Средняя стоимость – 182 руб.
Omnia 46 (KD 46)

Достоинства:
- стабильное горение дуги;
- отсутствие залипаний;
- легкое отделение шлаков;
- невысокая чувствительность к длине дуги;
- мало искр при работе;
- удобство работы даже с бюджетным оборудованием.
Недостатки:
обязательная прокалка.
Resanta MP 3
Распространенная марка сварочных электродов, отличающихся легким розжигом. Позволяют производить сварку в любом направлении, не боятся загрязнений, а шлак легко удаляется после работы. Кроме того, это изделие не имеет повышенной чувствительности к качеству наплавляемой стали. Средняя стоимость – 450 руб.
Resanta MP 3

Достоинства:
- доступная цена;
- использование при постоянном и переменном токе;
- не происходит образования пор.
Недостатки:
- при отсыревании страдает качество шва;
- не подходят для высокоуглеродистой стали;
- необходима прокалка.
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.



Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.
ЧИТАТЬ ТАКЖЕ
6 лучших сварочных генераторов
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
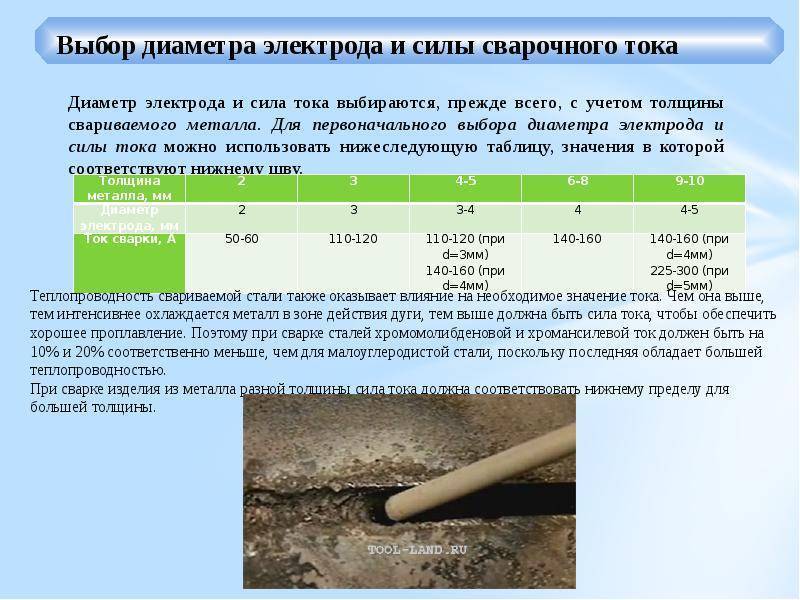
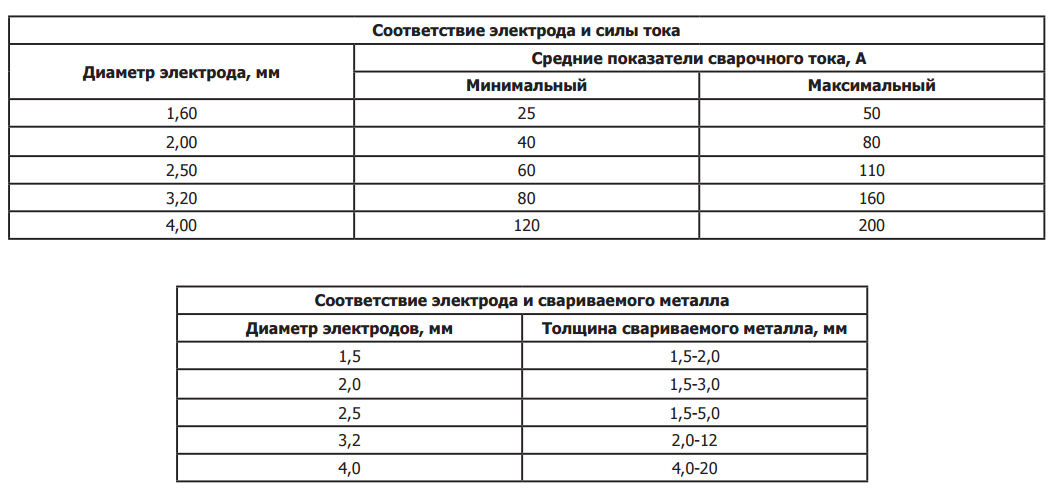
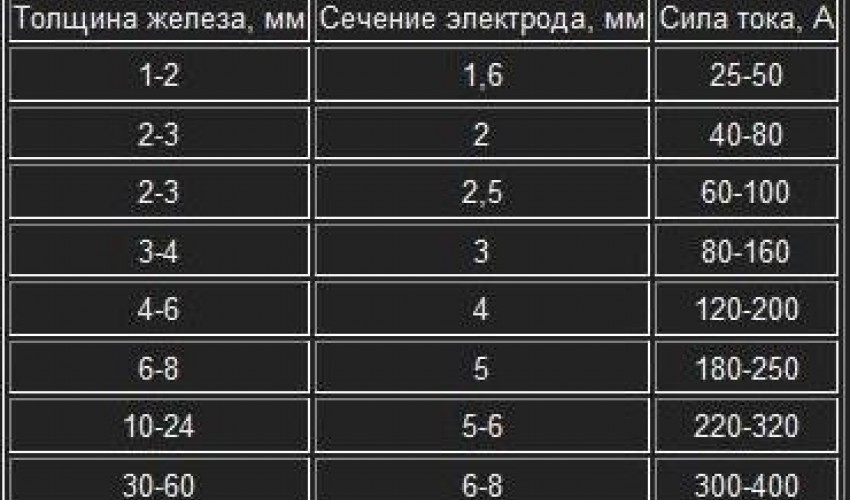
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».

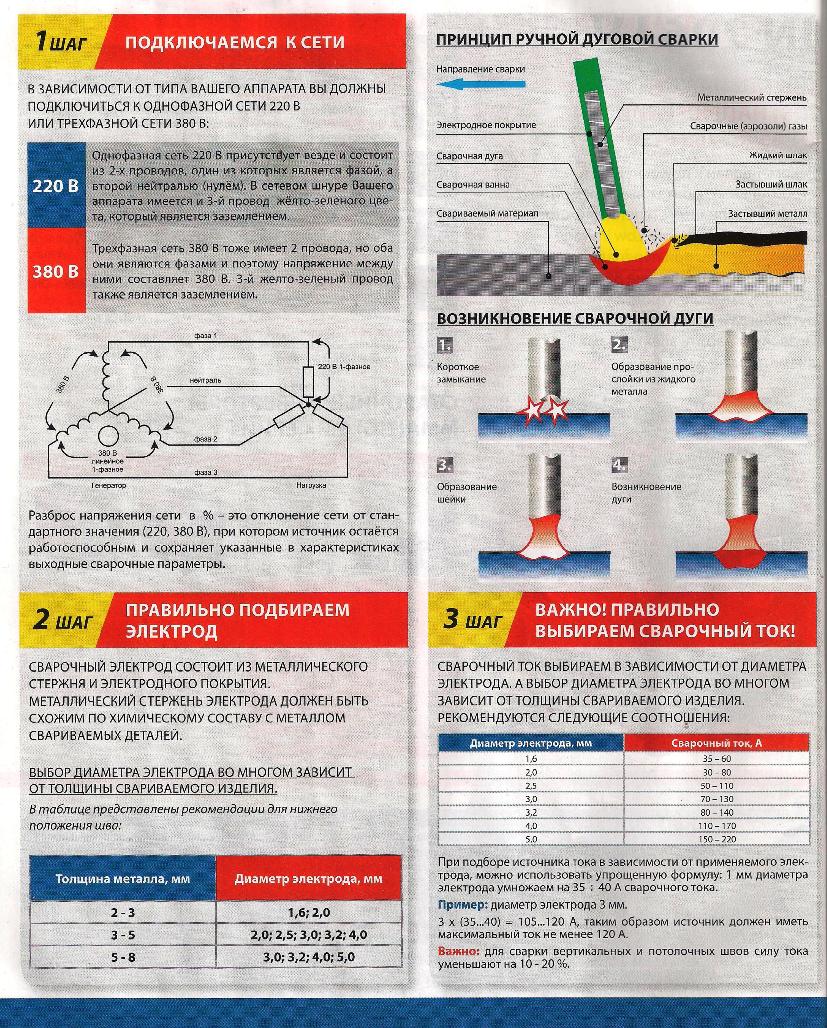


Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
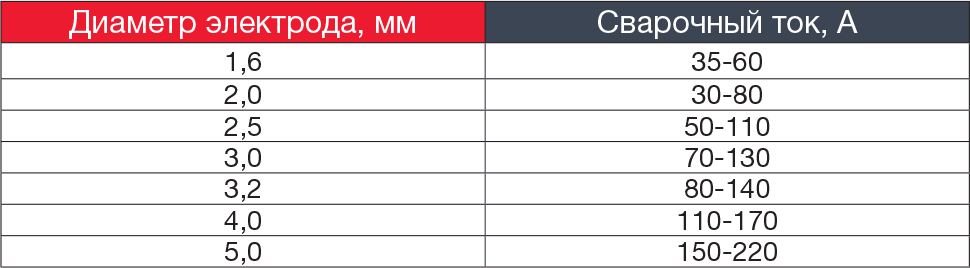
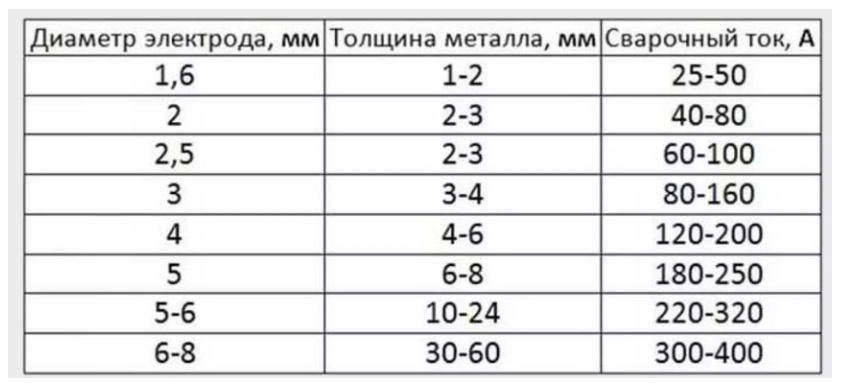
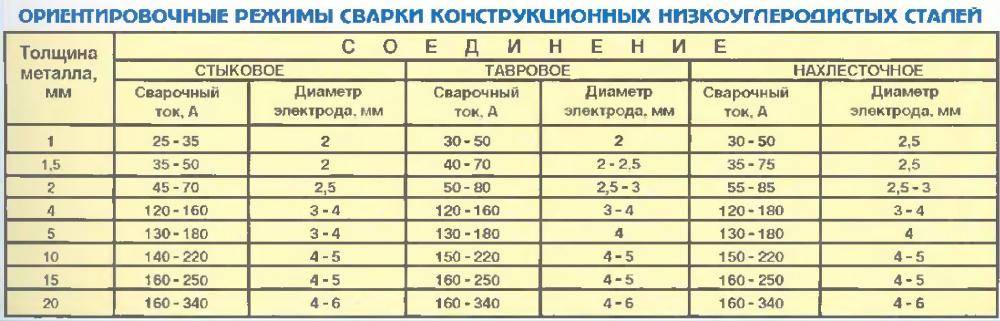
Сила тока при сварке
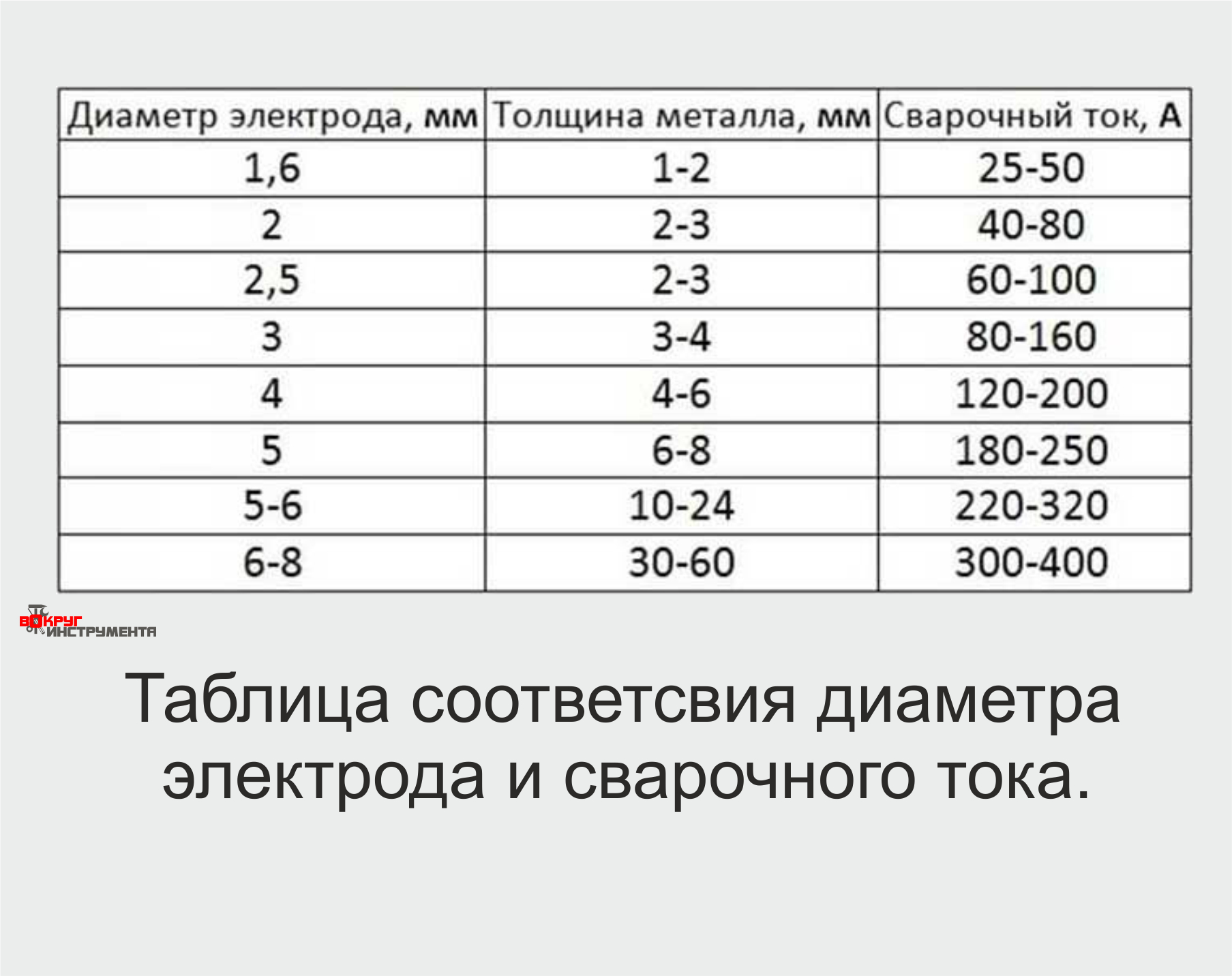
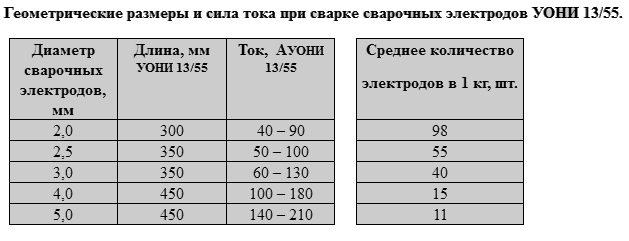
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Популярные марки электродов
Для инверторной сварки используются изделия следующих марок:
- МР-3 — универсальные расходные материалы. Подойдут для соединения деталей разных конструкций без предварительной очистки.
- МР-3С — подойдут, если не нужен шов высокой прочности и качества.
- АНО — отличаются хорошей способностью к воспламенению, не требуют дополнительного прокаливания. Подойдут для новичков и опытных сварщиков.
- УОНИ 13/55 — используют для соединения элементов в конструкциях, где необходимо повышенное качество. Для начинающих сварщиков неудобны — работа с ними требует хорошего опыта.
Приобретая расходные материалы, не надо обращать внимание на те, что стоят подозрительно дешево. Качество швов окажется плохим, потребуется переделка

Рейтинг лучших электродов для сварки инвертором 3мм
В сварочном процессе одной из ключевых ролей играет правильный выбор электрода. Если вы работаете с инверторным сварочным аппаратом и используете электроды диаметром 3мм, то необходимо выбрать самые лучшие из них. В данном рейтинге мы представляем топ-10 электродов, показавших себя наилучшим образом в сварочных работах.
- Электрод E6013: Этот электрод обладает универсальным сварочным покрытием и подходит для использования при сварке различных металлических конструкций. Он обладает хорошими сварочными характеристиками и обеспечивает отличное качество сварного соединения.
- Электрод E7018: Этот электрод подходит для сварки низколегированных и углеродистых сталей. Он обладает отличной прочностью сварных соединений и отлично справляется с сваркой в условиях высокой влажности.
- Электрод E308L-16: Этот электрод предназначен для сварки нержавеющей стали. Он хорошо сопротивляется коррозии и имеет отличные сварочные свойства.
- Электрод E309L-16: Этот электрод также подходит для сварки нержавеющей стали, однако имеет более высокие свойства сплавления и прочности сварных соединений.
- Электрод E6011: Этот электрод отличается высокой проникающей способностью и используется для сварки углеродистых и низколегированных сталей.
- Электрод E6010: Этот электрод также обладает высокой проникающей способностью и применяется для сварки углеродистых сталей в условиях вертикального сварочного положения.
- Электрод E6012: Этот электрод характеризуется легкой воспламеняемостью и низким содержанием водорода, что позволяет использовать его при сварке тонкостенных конструкций.
- Электрод E308L-17: Этот электрод также предназначен для сварки нержавеющей стали, но имеет меньше проникающую способность, чем E308L-16.
- Электрод E309L-17: Этот электрод полностью аналогичен E309L-16, но имеет меньшие проникающие свойства.
- Электрод E6013-15: Этот электрод подходит для сварки мягких сталей и обеспечивает высокую проникающую способность и легкость использования.
Каждый из этих электродов имеет свои особенности и применяется при сварке различных материалов. При выборе электрода для работы с инвертором 3мм рекомендуется учитывать требования к прочности, толщине свариваемых деталей и условиям эксплуатации. Ознакомившись с данным рейтингом, вы сможете сделать правильный выбор и достичь наилучших результатов в сварочных работах.
Классификация по основным признакам
Рассматриваемый расходный материал в первую очередь классифицируется по назначению. Выделяют несколько основных групп электродов:
- Предназначенные для работы с металлами, которые имеют низкую концентрацию углерода и легирующих элементов.
- Для соединения теплоустойчивых сталей с высоким показателем прочности.
- Для работы с высоколегированными сталями, к примеру, нержавейкой, в которой концентрация хрома велика.
- Варианты исполнения, предназначенные для работы с алюминием или медью.
- В отдельную группу относят электроды, предназначенные для соединения чугунных элементов.
- Для выполнения ремонтных работ и наплавки металла.
- Изделия универсального типа, которые применяются для работы с материалами неопределенного химического состава.
На металлический стержень могут наноситься самые различные химические вещества. По типу применяемой обмазки выделяют 4 группы изделий, наибольшее распространение получили только две:
- Основная. Изделия с основным покрытием получили широкое применение. Примером назовем электроды марки УОНИ 13/55. Применяются они для получения швов с высокой ударной вязкостью, механической прочностью и пластичностью. Кроме этого, основное покрытие позволяет защитить шов от возникновения кристаллизационных трещин. Выбор этого варианта исполнения проводится в том случае, если нужно получить ответственную конструкцию. Существенным недостатком можно назвать то, что перед проведением сварочных работ следует выполнить качественную очистку поверхности: масляные пятна, ржавчина, окалина могут стать причиной образования микроскопических пор.
- Рутиловое покрытие. Если нужно провести соединение низкоуглеродистой стали, то зачастую выбирают электроды рутилового типа. Наиболее распространенной маркой назовем МР-3. Второй тип характеризуется легкой отделимостью образующего шлака, устойчивостью дуги при подаче переменного или постоянного тока. В процессе сварки образуется меньшее количество брызг, получаемый шов отличается прекрасными декоративными качествами. Кроме этого, второй тип изделий подходит для работы с заготовками, которые имеют большой слой ржавчины или загрязняющих веществ на поверхности.
Два остальных типа встречаются крайне редко, так как применяются в особых случаях.
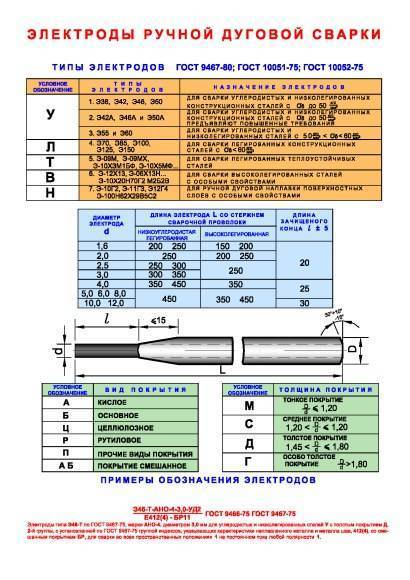
Вид покрытия электродов
Выбор того или иного типа покрытия зависит от свариваемых материалов, а также нагрузок, которые предстоит испытать конструкции. Различают 4 разновидности покрытий.
Основное (маркировка Б)
Расходники с основным покрытием применяют для получения высококачественного шва, отличающегося значительной ударной вязкостью, прочностью, пластичностью. Шов устойчив к образованию кристаллизационных трещин и естественному старению. Эту продукцию применяют при изготовлении ответственных конструкций, которые приходится эксплуатировать в условиях сурового климата.
- хорошие механические характеристики и высокая химическая чистота шва;
- минимум водорода в навариваемом металле.
- иногда в сварном шве образуются поры. Это может быть при увлажнении покрытия. Поры образуются и при наличии по краям соединяемых деталей окалины, ржавчины или масляных следов;
- сложности с хранением;
- отделение шлака очень трудоемкое;
- короткая и нестабильная дуга.
Рутиловое (маркировка Р)
Область использования продукции с рутиловым покрытием — электросварка деталей из низкоуглеродистых сталей. К технологическим преимуществам относятся:
- стойкое горение дуги при использовании постоянного и переменного тока;
- минимум разбрызгивания материала при инверторной сварке;
- хорошая отделяемость шлака;
- эстетичность шва;
- возможность применения для соединения ржавых и (или) загрязненных заготовок.
Главный минус рутилового покрытия — ограниченная область использования. В частности, такими электродами нельзя соединять элементы, которые планируется эксплуатировать при высоких температурах. Есть и другой недостаток: низкая химическая чистота и высокая текучесть металла.
Кислое (маркировка А)
Основное преимущество обмазок с маркировкой А — нулевой риск образования пор в области сварочного шва, даже при наличии на соединяемых элементах слоя окалины и (или) ржавчины. К особенностям этого варианта также относится легкость зажигания и равномерное горение дуги. Данный вариант используют при минимальных требованиях к готовой конструкции. Стержни с кислым покрытием можно использовать при переменном и постоянном токе.
- низкая себестоимость работ;
- минимальная трудоемкость удаления шлака;
- возможность применения при постоянном и переменном токе;
- простота хранения;
- высокий уровень раскисления.
- вредные для здоровья испарения;
- высокий уровень текучести металла;
- брызги при сварке;
- большая вероятность образования горячих трещин.
Целлюлозное
Изделия с обмазкой, выполненной из целлюлозы, маркируют буквой Ц. Их отличает стабильное горение дуги при постоянном токе. Такие расходные материалы применяют при сварке магистральных труб из низкоуглеродистых сортов стали.
- качественный провар;
- минимум шлака.
Данная категория не рекомендуется для работы со сплавами с большим содержанием углерода. Еще один недостаток — раскаленные металлические брызги во время работы. При использовании с переменным током требуется дополнительное оборудование.
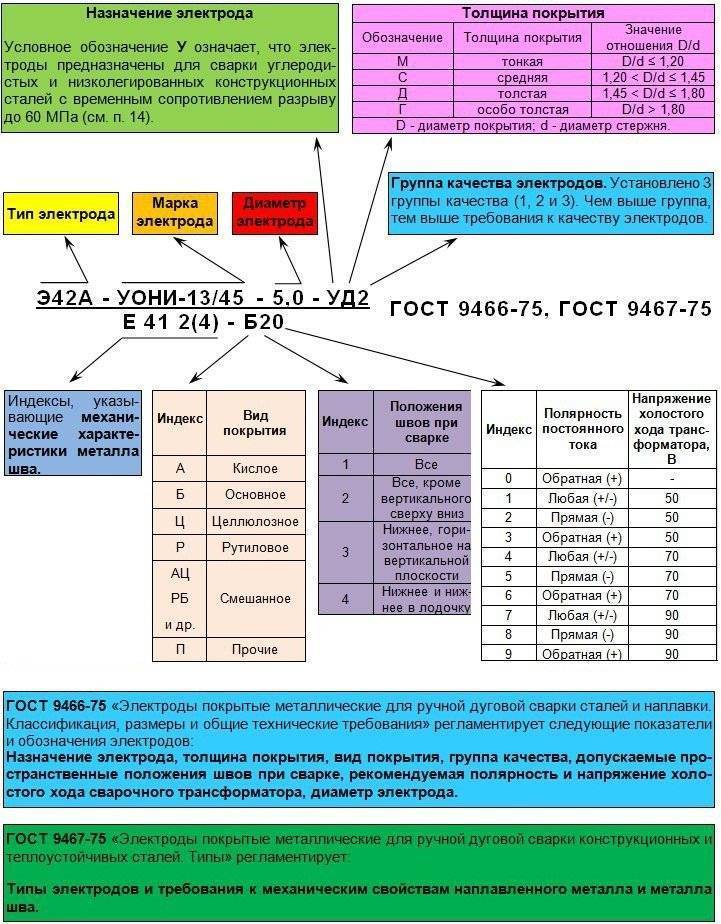
В зависимости от соотношения между двумя диаметрами: общим и внутренней части изделия, электроды разделяют на 4 категории:
- тонкие (маркировка М). Соотношение от 1,2;
- средние (С) — от 1,45;
- толстые (Д) — до 1,8;
- особо толстые (Г) от 1,8.
Толщина покрытия для качественной продукции колеблется в пределах 0,5-2,5 мм. По массе это составляет 20-40% от одноименного параметра внутреннего стержня.
Назначение сварки
Сварка — распространенный способ создания неразъемных соединений при помощи образования новых межатомных связей. Различают несколько ее разновидностей, каждая из которых имеет свою область использования:
- электродуговая. Выполняется с помощью плавящегося электрода (метод Н. Г. Славянова) — универсальная, повсеместно используемая методика, применяемая для всех типов соединений. Главные ее достоинства — высокая производительность за счет максимальной механизации рабочих процессов, а также хорошие механические характеристики соединения;
- ручная дуговая. Применяется при монтаже строительных систем из стали, соединения элементов трубопроводов. Она может выполняться даже в сложных для доступа местах и разных пространственных положениях;
- газовая. Используется при работе со стальными элементами относительно небольшой толщины, а также при работе с алюминиевыми и медными сплавами.
Есть и другие способы созданий неразъемных соединений: контактная, жидкая сварка или скрепление специальным аппаратом-полуавтоматом.
Что касается области применения, то, наверное, нет такой отрасли, будь то промышленное или сельскохозяйственное производство, где бы не использовались сварочные работы. Самые распространенные примеры — строительные работы (конструкции из арматуры), соединение трубопроводов разного назначения. Многие владельцы подержанных машин знают, что значит варить кузов автомобиля. Найдется место для сварочного аппарата и на даче (например, для изготовления металлического забора).
Достоинства сварных соединений:
- полное использование поверхностей сечений для соединения элементов;
- высокий уровень надежности соединений;
- относительно небольшая масса конструкции;
- уменьшение припусков для дополнительной обработки. Этим сварка выгодно отличается от литой конструкции;
- уменьшение трудо- и ресурсоемкости работ, что приводит к их удешевлению;
- хорошая альтернатива литью и ковке. Использование сварочных соединений позволяет создавать сложные конструкции из отлитых или штампованных деталей;
- возможность работы с инновационными сплавами, облегченными профилями, листовым прокатом, особо чистыми металлами и т. д.;
- повышение безопасности работ.
- высокий риск различных дефектов швов, что не лучшим образом сказывается на прочности конструкции;
- необходимость строгого соблюдения технологии;
- появление остаточных напряжений из-за термических деформаций;
- изменение механических свойств металла возле шва;
- необходимость визуального (а в случае с ответственными конструкциями и выборочного инструментального) контроля.
Как выбрать электроды для сварки
Какие выбрать электроды по алюминию для инверторной сварки, а что лучше для работы с нержавейкой? От правильного ответа на этот вопрос зависит не только качество шва, но и надёжность, долговечность создаваемой металлоконструкции
При выборе стоит обратить внимание на маркировку, учесть толщину, состав обмазки и рекомендации пользователей
Электроды для нержавейки
Подбирать расходники стоит с учётом используемой технологии. Прочный шов при аргонной сварке можно сформировать с помощью вольфрамового электрода. При применении ММА рекомендуется устанавливать электроды с рутилово-кислым покрытием. Состав обмазки позволяет создать среду, которая обеспечивает формирование шва со свойствами, не уступающими по характеристикам нержавейки. Состав стержня и металла должен иметь аналогичные параметры.
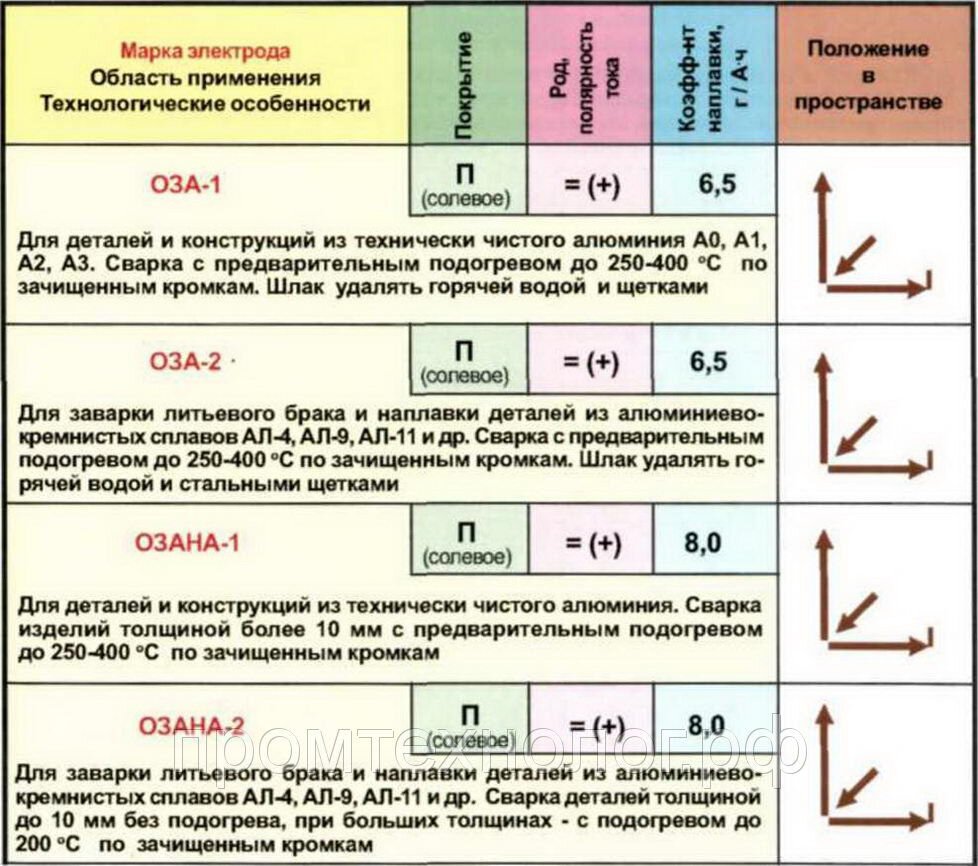
Электроды для алюминия
Металл отличается низкой температурой плавления, но на его поверхности формируется тугоплавкая оксидная плёнка. Для работы необходимо использовать электроды для сварки алюминия с обмазкой, которая содержит вещества, удаляющие слой с высокой температурой плавления. Это соединения фтора, хлора, которые образуют флюс, расплавляющий плёнку оксида алюминия. Сердечник должен иметь в составе легирующие компоненты – марганец, кремний, магний. Эти элементы улучшают качество шва, повышают его термостойкость.




Лучшие результаты достигаются, если варить алюминий в инертной атмосфере. Для аргонодуговой сварки применяют неплавящиеся изделия из вольфрама с добавкой иттрия или тория.
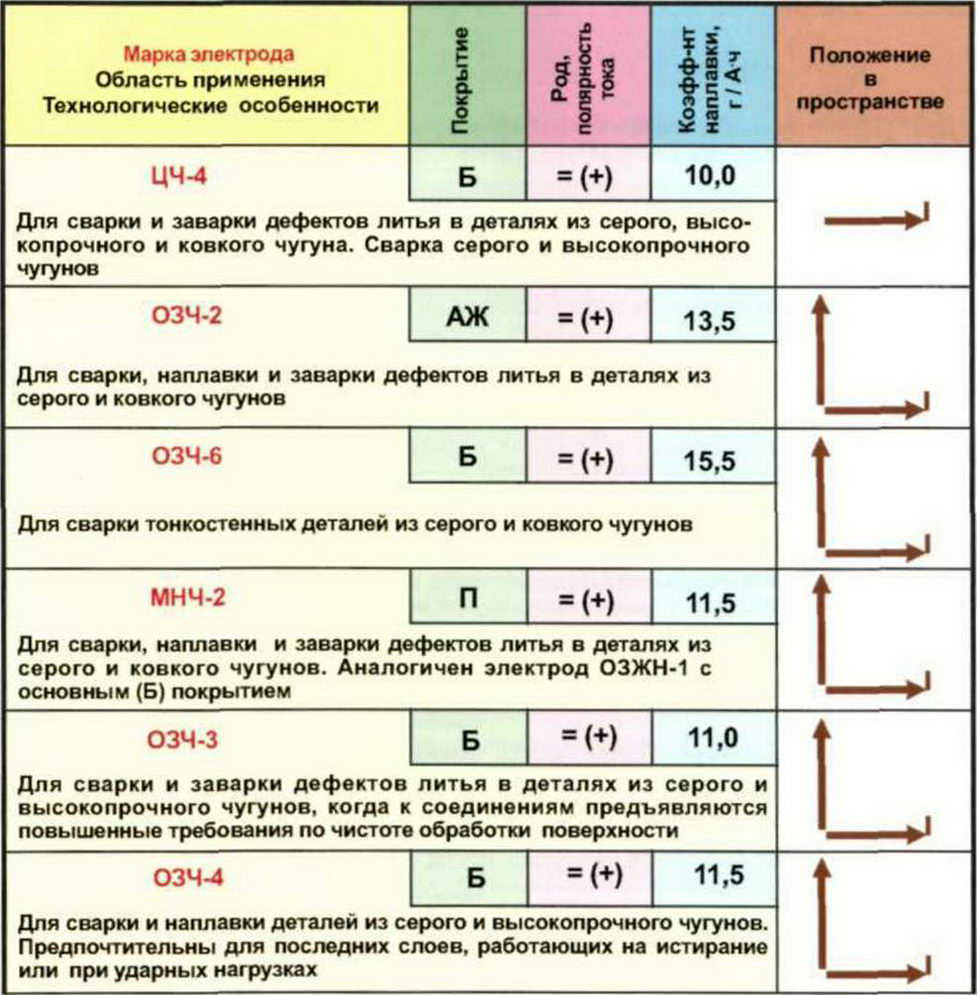
Электроды для чугуна
Для работы с хрупким металлом редко используют угольные, графитовые или вольфрамовые стержни по причине их высокой стоимости. Для выполнения задач лучше применять специальные электроды для сварки чугуна на основе меди, никеля или сплавов на основе этих двух металлов. Лучшие результаты у расходников с кислым покрытием, которые создают оптимальную атмосферу для создания прочного шва. Металл пористый, поэтому рекомендуется выбрать стержни с хорошей производительностью наплавки.
Электроды для труб, швеллеров и тонкого металла
При работе с трубами учитывается не только толщина стенок, но и особенности выполнения поставленных задач. Важную роль играет пространственное положение. Лучшие результаты дают расходники с рутиловым покрытием, которыми можно варить в любом положении. Плавление выполняется только снаружи. Получить в этих условиях аккуратный корневой вал без дефектов помогут LB электроды.
Швеллера применяют для усиления конструкций, которые находятся под высокой нагрузкой. Особенностью проката является повышенная толщина металла, которая у боковых кромок может достигать 13 мм при стенках 4,5 мм. Необходимо использовать расходники, которые справятся с толстой сталью и окисленными поверхностями, так как на балках часто есть слой ржавчины. Изделия должны работать в любом пространственном положении, так как часто возникает необходимость в вертикальных соединениях.
При плавлении тонкого металла важную роль приобретает диаметр электрода. Толстые стержни создают большое сопротивление и при маленьких токах. По этой причине стоит выбрать расходники 1,5-2 мм в диаметре.
Электроды для новичков
В процессе плавления не все марки изделий ведут себя одинаково. Разбрызгивание, плохая видимость ванны, задымление, нестабильная дуга могут стать причиной проблем для начинающих
Какие электроды лучше для сварки использовать новичкам? Стоит обратить внимание на то, какие марки формируют аккуратный стык, легко отлетающий шлак. Самыми простыми в работе являются рутиловые модели, в ассортименте которых легко выбрать марку с низкой ценой и высокими сварочными характеристиками
ТОП 5 белорусских и украинских производителей
ООО «Ватра»
Белорусские производители электродов также интересны отечественным сварщикам, так как отлично сбалансированы по соотношению цены и качества. Одно из ведущих предприятий сферы на белорусском рынке – ООО «Ватра». Работает оно с 1992 года, и с тех пор успело освоить производство широчайшей гаммы сварочных электродов и некоторых сопутствующих материалов. Сотрудничество с ведущими институтами электросварки Украины и России позволило наладить максимально профессиональное производство. Сегодня электроды компании повсеместно используются в промышленности и народном хозяйстве Белоруссии, а также экспортируются в соседние страны.
ООО «Светлогорский завод сварочных электродов»
Это предприятие считается одним из лидеров сферы и ежемесячно производит около 1600 тонн продукции, использует современное оборудование. Обороты производства постоянно увеличиваются, так как растет спрос на продукцию как на белорусском рынке, так и на за рубежом. Электроды производятся под торговыми марками «Монолит», «Континент», «Стандарт» и «Арсенал».
ООО «Оливер»
Компания прошла путь от небольшой фирмы, созданной в 1993 году, до крупнейшего предприятия отрасли. Сегодня тут производятся электроды для сварки разного рода конструкций из чугуна, высоко- и низколегированных сталей, а также наплавочные электроды. Количество различных марок уже доходит до сотни, при этом компания постоянно вводит в производство новые типы электродов. Представительства предприятия работают не только во всех областных центрах Белоруссии, но и в России.
ПАО «ПлазмаТек»
Крупнейший украинский производитель сварочных электродов производит свыше 2000 тонн продукции в месяц, которая пользуется спросом не только на внутреннем рынке, но и в России, Белоруссии, Польше, Латвии, Чехии и некоторых других странах. Тут используются инновационные технологии, строгий контроль качества, что и позволило компании стать известным производителем электродов, которые применяются в машиностроении, металлургии, строительными и сельскохозяйственными предприятиями, а также частными покупателями.
ОЗСО им. Е.О. Патона
Известное далеко за пределами Украины предприятие работает с 1959 года и сегодня выпускает широкий спектр сварочного оборудования и сопутствующих товаров. Продукция производителя – это своеобразный знак качества, ведь мощнейший конструкторский отдел постоянно работает над совершенствованием производимых продуктов. Среди прочей продукции выпускаются и электроды огромного количества марок, завод принимает заказы на изготовления электродов любых необходимых марок.
Классификация по типу покрытия
Выделяют 4 варианта:
Основное или фтористо-кальциевое
Идентифицируется буквой «Б». Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит.
Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию.
Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно.
Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Рутиловое
Несмотря на то, что «основным» назван другой вид, именно этот вариант используется в 95% работ. Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение.
Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Кислое
Подходит, если сварочные работы требуется ускорить за счет форсирования или удлинения дугового разряда. Это наиболее токсичный тип. Из-за повышенного уровня разбрызгиваемости с ним можно взаимодействовать только в нижнем положении. Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
С целлюлозным видом обмазки
Наполовину состоит из органических соединений – муки, крахмала, целлюлозы, наполовину из природных и синтетических силикатов. Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
| тип(обозначение в маркировке) | марки |
| основное (б) | уони-13/45, уони-13/45а, уонии-13/45, уонии-13/45а, уони-13/45р, тму-46, уони-13/55, уони-13/55к, уони-13/55с, уони-13/55у, уонии-13/55р, уони-13/65, озс-22р, 55-у, фно-т, фно-тм, фно-тм/н, итс-4, итс-4с, озс-18 и др. |
| кислое (а) | омм-5, см-5, мэз-4 и др. |
| рутиловое (р) | ано-21, ано-21м, ано-36, озс-4, озс-12, озс-30, озс-32 и др. |
| целлюлозное (ц) | всц-4, всц-4м, ома-2, всц-4а и др. |
| смешанные: карбонатно-рутиловое (рб) | озс-28,ано-3, ано-4 и др. |
| рутилово-карбонатно-фтористое | озл-9а и др. |
| ильменитовое | озс-41, мр-3у, мр-3р и др. |
| рутилово-целлюлозное (рц) | ано-13, фно-29м и др. |
| кисло-рутиловое (ар) | ано-6, ано-6м, ано-17, озс-23, ано-24 и др. |
| рутилово-ильменитовое | мр-3м и др. |
| с железным порошком (ж): рутиловое с порошковым наполнителем (рж) | озс-6, ано-1, ано-27, уони-13/55тж и др. |
| прочие (п) | для чугуна, цветных сплавов, солевые. |





