
Защита органов чувств при работе с резкой металла
При выполнении работ по резке металла необходимо обеспечить надежную защиту органов чувств, чтобы предотвратить возможные травмы и повреждения. Применение специальных средств защиты поможет снизить риск возникновения несчастных случаев на производстве и обеспечить безопасность работников.
Одним из важных средств защиты органов чувств являются специальные защитные очки. Они обеспечивают защиту глаз от искр, брызг металла, пыли и других частиц, которые могут возникнуть в процессе резки. Очки должны быть изготовлены из прочного материала и обладать удобным креплением, чтобы обеспечить их надежное прилегание к лицу.
Для защиты органов слуха необходимо использовать специальные наушники или затычки. Резка металла сопровождается громким шумом, который может повредить слух работника. Правильно подобранные наушники должны обеспечивать надежное поглощение звука, сохраняя при этом комфортную акустическую среду. Затычки для ушей представляют собой небольшие пробки, которые надежно закрывают слуховой проход и предотвращают попадание шума в уши.
Также необходимо обеспечить защиту кожи от возможных ожогов и повреждений. Это можно сделать с помощью специальных защитных перчаток и спецодежды. Защитные перчатки должны быть выполнены из прочных материалов, обладать удобной посадкой и идеально подходить по размеру. Они защищают руки работника от ожогов и порезов, а также предотвращают проникновение вредных веществ и острых предметов.
Таким образом, соблюдение требований по защите органов чувств при работе с резкой металла является неотъемлемой частью норм техники безопасности. Использование специальных средств защиты поможет предотвратить возможные травмы и обеспечить безопасность работников на производстве.
Эксплуатация
Основные правила для безопасной работы во время резки металла УШМ
Самым важным условием при резке будет неукоснительное выполнение правил по безопасной работе. Производители таких устройств будут постоянно пытаться свести к минимуму риски получения ранений и травм, и придумывают новые, а также стараются усовершенствовать старые защитные системы.
Но никто не думает о работнике так, как он сам. Главными опасностями при резке диска является вылет осколков от поломанного диска, а также поток мелких частиц абразива и искр, невозможность удержать инструмент в руках. Если сломается диск, или если его заклинит, то болгарка способа вырваться из рук в самый ненужный момент и с большой силой, по этой причине еще до того, как вы начнете работы, следует предусмотреть ее возможную траекторию движения. Учтите, что нельзя пренебрегать правилами безопасности даже при выполнении небольших работ.
Техника безопасности
Обратите внимание, что при работе с болгаркой стоит защищать лицо при помощи особо щитка. При работе нужно:. При работе нужно:
При работе нужно:
- Во время замены диска при отдыхе следует отключить устройство от сети.
- Для того, чтобы защитить лицо и глаза, используйте очки или даже защитный щиток – профессионалы при продолжительной работе используют сразу оба защитных средства.
- Крепко дерите в руках устройство во время проведения работы.
- Для замены диска следует дождаться, пока он полностью не остановится.
- Работать следует в особых защитных рукавицах. Хлопчатобумажные рукавицы лучше не применять, потому что они не дают должной защиты, а еще могут воспламениться; кроме того, были случаи, когда нитки наматывались на диск или шпиндель болгарки, и поверьте, ничем хорошим это не заканчивается.
- При проведении работ следует расположиться так, чтобы лицо, а по возможности и остальные части тела не были в плоскости вращения диска.
В конце работ стоит:
- Дождаться, пока полностью остановится диск и лишь после этого можно будет положить инструмент диском вверх на пол, чтобы тот не был поврежден.
- Отключить болгарку от сети.
- Убедиться в том, чтобы нет дыма или прочих признаков возгорания.
Типичной ошибкой, которую допускают при резке металла, является то, что если диаметр нового круга больше, чем размер защитного кожуха, то его снимают. Кожух является защитой на случай, если при резке металла диск поломался и разлетелся на части. вместо диска большинство людей ставят фрезы, пилы или прочие материалы, но на самом деле так делать ни в коем случае нельзя.
Как правильно резать металл болгаркой – рекомендации и советы
Казалось бы, что может быть проще – берем и режем металл болгаркой. Но все не так просто. Если длинные трубы лежат на опорах, следует резать их свисающий край. Если разрезать их посередине, то за счет своего веса металл начинает прогибаться и зажимает диск.
Если у вас нет навыков обращения с угловой шлифовальной машинкой, то до начала выполнения работ следует научиться резать на ненужных деталях из металла. Кстати, отрезной круг будет воспринимать лишь радикальные усилия, и попытка изменить плоскость резки, когда диск будет расположен внутри детали из металла, приведет к его поломке. Эффективно будет резать металл посредством пятки диска (речь идет о ближней нижней части круга).
Чтобы диск и угловая шлифовальная машинка служили как можно дольше, через каждые 5-7 минут работы следует сделать перерыв на 1/3 или ½ часа
Это особенно важно для болгарок с малой мощностью, которые боятся перегревания. Чтобы продлить срок эксплуатации дисков, а особенно тех, которые стоят очень дорого, а после остудить металл, место реза следует полить водой. Работу стоит проводить вдвоем с напарником
Работу стоит проводить вдвоем с напарником.
Кстати, алюминий является весьма вязким металлом, и при резке деталь и большой толщины в шов следует капать керосин с соблюдением всех правил безопасности. Для молдинга, фигурной резки и распила жести применяйте выработанные диски, «огрызки», и поэтому не выбрасывайте то, что уже почти отработано. Уголок стоит резать не за один прием, а обе полки по отдельности. Если трубы, арматура, уголки достаточно длинные и лежат на опорах, то будет правильно резать свисающий край. Если резать между опорами, то деталь благодаря своему весу начнет прогибаться и диск заклинит.
Детали с большой толщиной следует резать лишь прямолинейно. Если требуется вырезать фигурную деталь, то для начала следует сделать прямолинейные резы, а после удалите оставшееся – все то, что не нужно. Давить на инструмент не стоит, потому что это способно привести к заклиниванию или даже поломке и перегреванию.
Популярные статьи
Стекло: основные свойства и характеристики
С давних пор для осветления и придания жилому помещению
Как и чем выпиливать кривые и круги
Вырезания круглых отверстий в фанере
Нередко, при ремонте
Угловые соединения рамок
Проще всего сделать рамку, соединив планки под прямым углом.
Шлифованное лаковое покрытие
С тех пор как появился лак для матовых покрытий, техника
Соединение встык по длине
Если повнимательнее присмотреться к массивной старинной
Как работать ручной пилой
Пилу нужно вести, иначе она начнет «гулять». Это надо
Прикрепить сиденье стула
Как правило, мягкое сиденье стула — это признак дорогостоящего,
Обращение с дисковой пилой
window.yaContextCb.push(()=>{
Ya.Context.AdvManager.render({
“blockId”: “R-A-3448713-9”,
“renderTo”:
Механические способы

Домашние мастера обычно режут металл, используя либо слесарную ножовку, либо кровельные ножницы. Резка металла вручную с помощью механической ножовки является достаточно трудоемким и длительным процессом.
Ножницами можно резать металлические листы значительно быстрее. Некоторые разновидности этого инструмента описаны ниже.
Ручные ножницы
С их помощью можно раскраивать лишь очень тонкие металлические листы. Причем это можно делать достаточно быстро и точно по линии реза. Ручные ножницы в свою очередь могут быть:
А) силовыми;
Б) пальцевыми;
В) рычажными;
Г) стуловыми;
Д) для криволинейного разрезания.
Шлицевые ножницы
С помощью такого инструмента металл может резаться как по прямой, так и по искривленной линии. Они позволяют выполнять высококачественное разрезание металлических листов на ограниченном участке пространства. Для приведения в действие шлицевых ножниц используется электродвигатель.










Гильотинные ножницы
При разделке металла такими ножницами обеспечивается:
А) отсутствие дефектов;
Б) сохранение внешнего покрытия подвергаемого резке материала;
В) высокая точность резания.
Гильотинные ножницы имеют косой, движущийся в одной плоскости нож. С их помощью может осуществляться прямая поперечная или продольная резка плит и полос металла. То, что при выполнении реза гильотинные ножницы оказывают давление на разделываемый материал под углом, снижает прикладываемое при этом усилие. Хотя усилие значительно уменьшается при увеличении угол наклона, но при этом снижается и качество реза.
Гильотинные ножницы могут быть:
А) ручными;
Б) механическими;
В) с гидроприводом.
Ручные гильотинные ножницы
Недостатком таких ножниц является невозможность разрезать с их помощью достаточно прочный металл.
Механические гильотинные ножницы
Благодаря использованию в их конструкции электродвигателя, производительность механических ножниц намного выше, чем та, которую обеспечивают ручного типа гильотины.
Гильотинные ножницы с гидроприводом
Они обеспечивают высокую точность разрезания металла. Такие ножницы нередко оснащаются ЧПУ, в результате чего их производительность увеличивается, так как в памяти такого оборудования, «начиненного» электроникой, сохраняются типовые значения параметров разрезов.
Пилы
Сабельная пила
Такая пила по своему принципу действия схожа с электролобзиком, а внешне напоминает электродрель с удлиненной пилой, имеющей длину 100…350 мм и движущейся возвратно-поступательно. Выпускаются как сабельные пилы с питанием от сети, так и аккумуляторные.
Пильные полотна, которые легко менять подобно сверлам дрели, изготавливаются нескольких видов, чтобы обеспечить выполнение разных работ. Зная, что и как необходимо распиливать, можно подобрать нужное пильное полотно. Если разрезание производится по малому радиусу, тем необходимо выбирать узкое полотно. Эффективно использовать сабельную пилу могут только те, кто имеет соответствующие навыки и хороший глазомер.
Дисковая пила
С такой пилой работать немного проще, чем с пилой сабельной. Режущие диски для нее изготавливаются из твердосплавных высоколегированных марок стали или используется для этих целей особая быстрорежущая сталь, являющаяся разновидностью инструментальных сталей и обладающая высокой стойкостью к разрушению, как в холодном состоянии, так и в горячем. Дисковые пилы, предназначенные для разрезания различных металлических профилей, могут выполнять узкие пропилы, создавая при этом небольшое количество стружки.
При выборе пилы необходимо учитывать, что чем большего диаметра она имеет распиловочный круг, тем большее количество разновидностей работ с ее помощью может выполняться. После того, как произведено распиливание, рекомендуется удалить заусеницы и острые кромки. Недостатками дисковых пил являются их высокая стоимость и довольно большие размеры.
Углошлифовальная машина
Некоторые не очень просвещенные в видах строительного оборудования люди думают, что такую машину они никогда не встречали. Но они просто не знают, что известная им «болгарка», и является как раз углошлифовальной машиной. Снабженная диском для распиливания стали, «болгарка» с успехом заменяет уже рассмотренную выше дисковую пилу, хотя и разрабатывалась изначально как оборудование для шлифовки.
С ее помощью можно резать, шлифовать и полировать практически любые материалы, не покупая различные инструменты для выполнения этих операций. Требуется лишь приобретение соответствующих расходных материалов.
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
Таблица резки металлов газовым резаком.
Сначала общие положения:
Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски. Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики. На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п
Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности. Перед работой нужно запастись: линейкой, специальным карандашом, угольником и рулеткой; специальной зажигалкой, которая обычно есть в комплекте с оборудованием
Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам
Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса. Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы. Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе. Пол в мастерской должен быть или бетонным, или земляным. Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
Схема резки металла резаком.
Этапы действий во время резки, пропановые резаки:
Сначала баллон с кислородом: выставляем рабочее давление. Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз. Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени. Ручной газовый резак готов к работе, теперь собственно резка металла резаком. К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени. Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки. После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла
Не дай бог наступить на такие – прожгут даже толстую подошву ботинок. Охлаждение деталей проводится или с помощью воды, или естественным образом
После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу. Сначала закручиваем вентиль кислорода
Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода. Закручиваем вентили на баллонах. Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.
Поверхностная и фигурная резка
Процесс создания рельефа на поверхности металла производится несколько другим способом. Резка выполняется соплом, а расплавленный шлак, подогревает нижнюю часть изделия. Подогрев производится до температуры, не превосходящей воспламенение материала.
Действие производится под углом до 80 °, после подачи газа, резак перемещается в углы от 18 до 45 °. Образование канавок необходимого размера осуществляется регулировкой скорости. Больший размер канавки достигается как изменением угла мундштука, так и замедлением скорости, регулировкой уровня кислорода. Ширина канавки изменяется путем настройки подачи струи через сопло, соотношение глубины, ширины канавки приравнивается 1 к 6. Ширина при этом условии преимущественный объект, т.к. возможно образование закатов на поверхности изделия.
Разрезание профлиста и металлочерепицы
Довольно часто на практике приходится сталкиваться с необходимостью обрезать профильный лист или металлическую черепицу. Эти материалы изготавливают из стали, которую покрывают цинковым и полимерным защитными слоями, окрашивают.

По поводу возможности применения болгарки для их резки высказываются разные мнения. В указаниях по монтажу написано, что профлист нельзя распиливать с помощью углошлифовальной машинки. Для этого нужно использовать другие инструменты. Но их требуется приобретать, что не всегда оправдано объемами предстоящих работ, а также требует дополнительных финансовых вложений. Когда никакого инструмента, кроме УШМ, нет, прежде чем пилить болгаркой, следует знать возможные негативные последствия.
- Если резать металлочерепицу либо профнастил угловой шлифовальной машиной, то защитное покрытие в зоне спила и немного возле него будет разрушено, а обрезанный край начнет ржаветь.
- Материал снимается с гарантии.
- Разлетающиеся искры могут испортить не только внешний вид остальной части листа (пропалить краску), но и повредить полимерное покрытие.
- Край среза может получиться рваным.
Все рассмотренные негативные последствия можно свести к минимуму, если резать профнастил или металлочерепицу болгаркой, соблюдая следующие рекомендации:
- выполнять всю работу непосредственно перед монтажом;
- обрабатывать срезы антикоррозийными составами;
- покрывать подрезанные края грунтовкой и окрашивать;
- использовать диски по металлу минимальной толщины (до 1 мм);
- чтобы края остались аккуратными, нужно резать довольно быстро;
- аккуратно шлифовать рваные края.
Перед распиливанием, как обычно, проводят разметку листов.

Если нужно вырезать квадрат, то поступают так:
- вычерчивают его на поверхности листа;
- прорезают материал по отмеченному контуру болгаркой;
- в конце аккуратно вырезают каждый уголок.
Круги или другие фигуры вырезают, работая по такой же схеме.
Применение болгарки для резки металлической черепицы и профлиста облегчает работу. Выполнять ее становится удобнее, потому что можно подгонять по размеру листы непосредственно на крыше.










Резка металла болгаркой – это дешевый, практически доступный и достаточно эффективный способ его распиливания. При этом следует использовать для каждого материала соответствующие диски без дефектов. От этого будет зависеть не только качество получаемого результата, но и собственное здоровье. Обязательно, распиливая металл, требуется соблюдать правила безопасности и пользоваться средствами индивидуальной защиты. Следует постоянно помнить, что при работе с угловой шлифовальной машиной любые недочеты и невнимательность могут обернуться травмой
Поэтому работать нужно сосредоточенно и осторожно
Подготовка ножовочного станка
Выбор ножовочного полотна:
а) для разрезания мягкого металла применять ножовочные полотна с крупным шагом s (16-18 зубьев на 1 дюйм); для разрезания тонкого полосового металла — ножовочные полотна с мелкими зубьями (22-23 зуба на 1 дюйм), а для разрезания самого тонкого листового металла — 24-32 зуба на 1 дюйм;
б) для слесарных работ пользуются преимущественно ножовочным полотном с шагом s=1,5 мм, при котором на длине 25 мм насчитывается примерно 17 зубьев;
в) при длинном пропиливании брать ножовочные полотна с крупным шагом, а при коротком — с мелким шагом;
г) ножовочные полотна выпускаются с углом заострения 43—60°. Для разрезания более твердого металла применять полотна, у которых угол заострения больше, а для разрезания мягких металлов — меньше. Полотна с большим углом заострения более износоустойчивы.
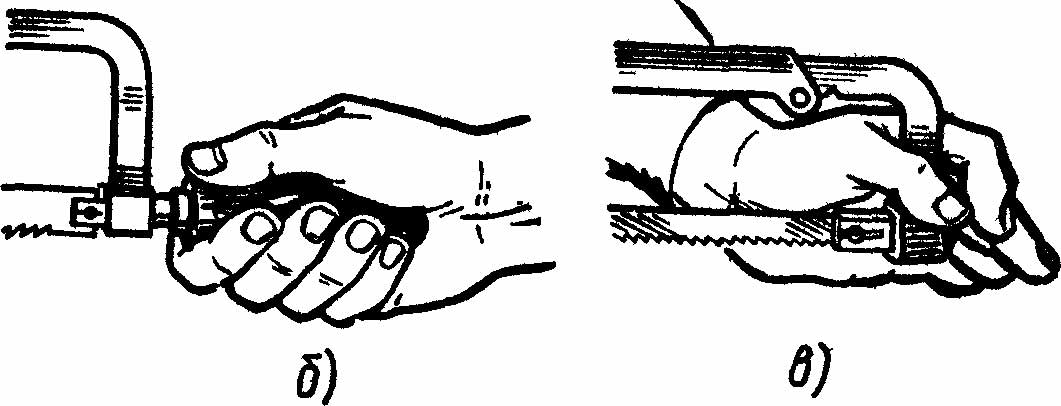
Установка ножовочного полотна в прорези головки:
а) вставить ножовочное полотно 1 в прорези головки станка так, чтобы зубья были направлены от ручки (рис. в), а не к ручке;
б) отверстия в ножовочном полотне установить точно против отверстий в головке ножовочного станка;
в) передний хвостовик 4 должен выходить из головки 3 на 10—12 мм для возможности натяжки полотна;
г) штифт 2 должен входить в прорезь головки 3 (рис. б);
д) в отверстие головки и полотна вставить штифты 2, диаметр которых должен соответствовать диаметру отверстий.
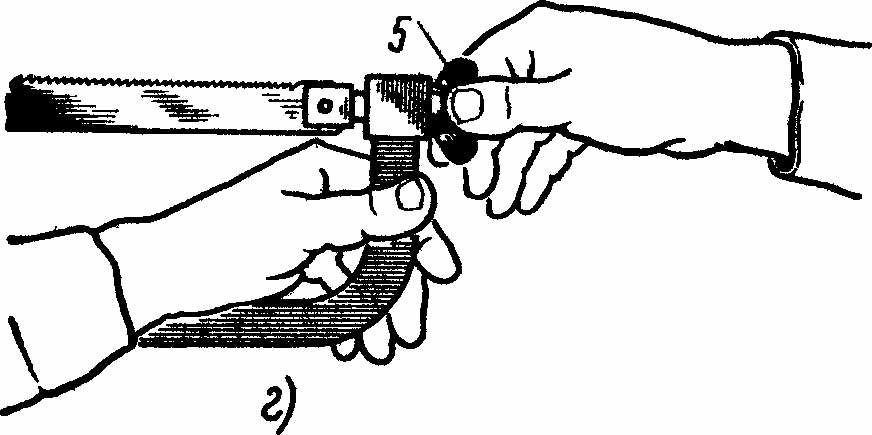
Натяжка ножовочного полотна:
а) натяжку ножовочного полотна производить вручную без больших усилий (запрещается применение плоскогубцев, ручных тисочков) легким вращением барашка 5;
б) степень натяжки проверить легким нажатием пальца на полотно сбоку: если полотно не прогибается, то натяжка достаточная (рис. г).
Примечание. Ни в коем случае не допускать очень сильной или очень слабой натяжки полотна, так как это приведет к его поломке, поэтому собранную ножовку обязательно нужно проверить.
При натяжке полотна из-за опасности разрыва полотна надо держать ножовку на некотором расстоянии от лица или использовать плексиглазовый щиток.
Рабочее положение при резке ножовкой
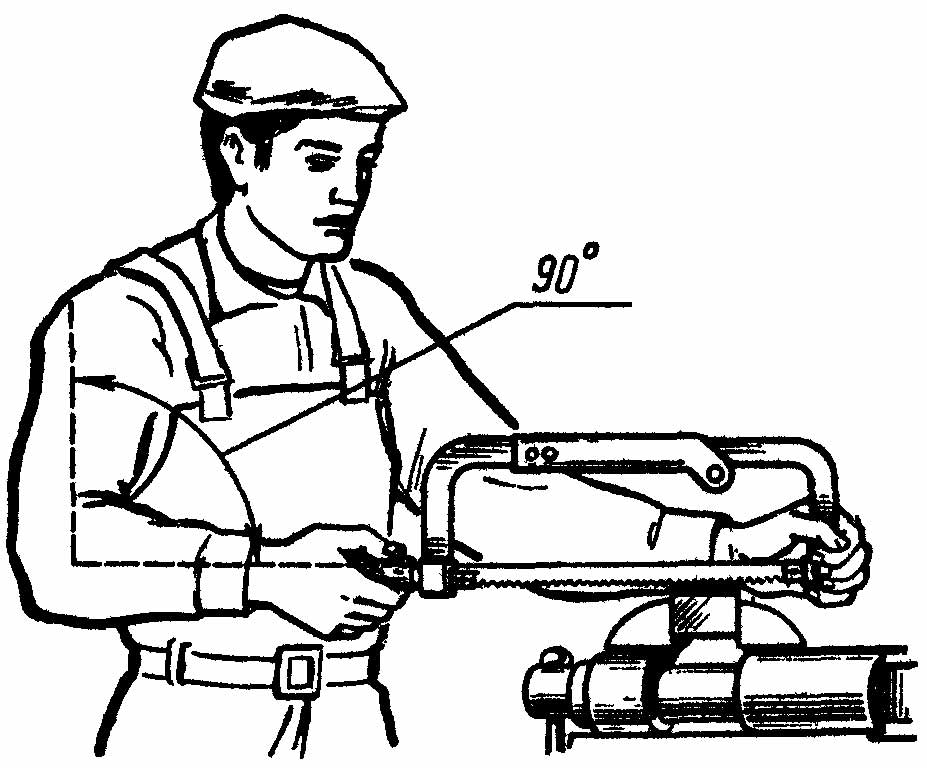
а) установить высоту тисков по росту – правая рука с ножовкой, должна иметь угол 90° в локтевом сгибе. Смотрите рисунок выше.
б) встать перед тисками свободно и устойчиво, вполоборота по отношению к губкам тисков или к оси разрезаемого предмета
в) корпус развернуть влево от тисков под углом 45°

г) левую ногу несколько выставить вперед, примерно по линии разрезаемого предмета и на нее опирать корпус
д) правая нога должна быть повернута по отношению к левой на угол 60—70°, при этом расстояние между пятками должно быть 200-300 мм
Правильная резка металла
Слесарная ножовка — инструмент, используемый чаще всего для разрезания профильной стали, труб, листового металла. В продаже имеются ножовки различной длины, наиболее часто применяется ножовочное полотно длиной 300 мм.
Закрепляйте полотно так, чтобы зубья были направлены вперед. Для врезания используйте переднюю или заднюю треть длины полотна: здесь зубья мельче и расположены чаще, чем в середине.
Затем прорежьте канавку, по которой и будет продвигаться полотно ножовки.
Можно также проделать канавку трехгранным напильником. Главное, чтобы с самого начала пила велась под прямым углом. Когда ножовка войдет в металл, на нее больше уже не нужно нажимать.
Направляйте ножовку обеими руками: правая удерживает рукоятку, левая находится на раме. Пилите равномерными толчками и с сильным нажимом.
При резке тонкого металлического листа используйте деревянные подкладки: тогда лист не будет вибрировать, а полотно не будет зажато.
Правила работы с режущими инструментами
При работе с режущими инструментами необходимо соблюдать определенные правила безопасности, чтобы избежать травм и производственных аварий.
1. Перед выполнением работы необходимо проверить инструмент на наличие повреждений и корректность его работы. Если инструмент исправен, можно приступать к работе.
2. Работать с режущими инструментами рекомендуется только в специально оборудованных помещениях или на специально отведенных для этого площадках. Это позволит минимизировать вероятность возникновения аварийной ситуации и предотвратить попадание посторонних лиц в зону работы.
3. Во время работы с режущими инструментами необходимо использовать защитную экипировку — специальные перчатки, спецобувь и защитные очки. Их использование позволит защитить руки и глаза от травм и попадания опасных материалов.
4. При работе с режущими инструментами необходимо быть внимательным и сосредоточенным. Любое отвлечение или невнимательность может привести к серьезной травме или аварии.
5. Опасно работать с поврежденными или тупыми режущими инструментами. Они могут способствовать нестабильности работы и повышению риска травмирования. В случае обнаружения повреждения или недостаточной остроты инструмента, необходимо произвести замену или ремонт.
6. Не рекомендуется делать резкие движения или использовать слишком сильное усилие при работе с режущими инструментами. Это может вызвать непредсказуемые последствия и привести к серьезным травмам.
7. После окончания работы с режущими инструментами необходимо произвести их очистку и обработку с целью предотвращения ржавления или загрязнения. Это позволит сохранить инструмент в рабочем состоянии и продлить его срок службы.
8. При работе с режущими инструментами необходимо соблюдать правила эргономики и не перегружать свое тело. Работа должна быть выполнена в удобной и безопасной позе, чтобы минимизировать риск возникновения травм или мышечной усталости.
Плазменный резак
Ручной газовый резак, работающий по типу воздушно-дуговой резки (плазменной), является довольно популярным, особенно в промышленности.
Принцип плазменной резки заключается в следующем: материал плавится между электродом и обрабатываемым листом металла, после чего металл выдувается сжатым воздухом.
Если обработка металла выполняется ручным способом, то воздушно-плазменная резка является самым экономичным вариантом, но редко применяемым для прокладки тех же трубопроводов.
Достоинствами воздушно-дуговой обработки являются:
Такая резка часто применяется для обработки металла малых и средних толщин до 35 мм. Часто применяется для обработки отливов, устранения дефектов на швах, токопроводящих металлов и т.д.










Плазменной резкой производится не только прямолинейная резка, но и фигурная, как гласит технологическая карта.
Плазменные резаки представлены в виде машины с плазмотроном – рабочей насадкой, в которой размещается электрод. В процессе резки в электрод подается плазмообразующий газ, например, сжатый воздух.
Под воздействием выработки сварочного тока электрод нагревается и зажигается дуга, в результате чего газ превращается в плазму с температурой до 30000°.
Видео:
Так как металл быстро нагревается дугой плазмореза, поэтому происходит плавление только места среза, а другие участки материала не нагреваются.
Благодаря этому, поверхность не деформируется в результате теплового воздействия. Применение плазменной резки позволяет не обрабатывать кромки дополнительно.
Качество ручной плазменной резки напрямую зависит от сопла, находящегося в плазмотроне. Сопло оказывает влияние на скорость, ширину и чистоту среза.
Особенностью работы плазменного резака является длительное непрерывное время работы более получаса. По истечении данного времени оборудование требуется отключить для остывания.
Воздушно-дуговой резак может работать от трансформаторов и инверторов.
Использование трансформаторов позволяет резать металлы больших толщин до 40 мм, а инверторы для металла меньших толщин — до 30 мм.
Для ручной резки рекомендуется использовать инверторы, так как они более эффективны для работы с нержавеющими сталями, чугуном и мягкими сплавами. Подробно процесс плазменной резки можно посмотреть на видео. При желании можно найти несколько руководств в видео-формате, где рассказан процесс и показана сварка трубопроводов.
Видео:
Плазменная резка используется для обработки цветных сплавов, однако существуют определенные нюансы такой обработки.
Нержавеющие стали не рекомендуется резать с использованием сжатого воздуха. Лучше использовать чистый азот или смешать его с аргоном – это будет зависеть от толщины металла.
Также следует иметь в виду, что нержавейка может деформироваться под воздействием переменного тока, а это, в свою очередь, приведет к небольшому сроку эксплуатации.
При меньшей плотности материала толщиной до 20 мм резка осуществляется чистым азотом, при толщине 70-100 мм используется азот с водородом.
Использование резака для резки металла (например, при прокладке трубопроводов) позволяет быстро и качественно выполнить обработку материала. К тому же все работы можно сделать своими руками, зная технологию резки.
Подробно весь процесс представлен на видео, изучение которого позволит правильно использовать резак. Важна также и технологическая карта, в которой даны инструкции о том, как правильно пользоваться тем или иным инструментом.





