
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
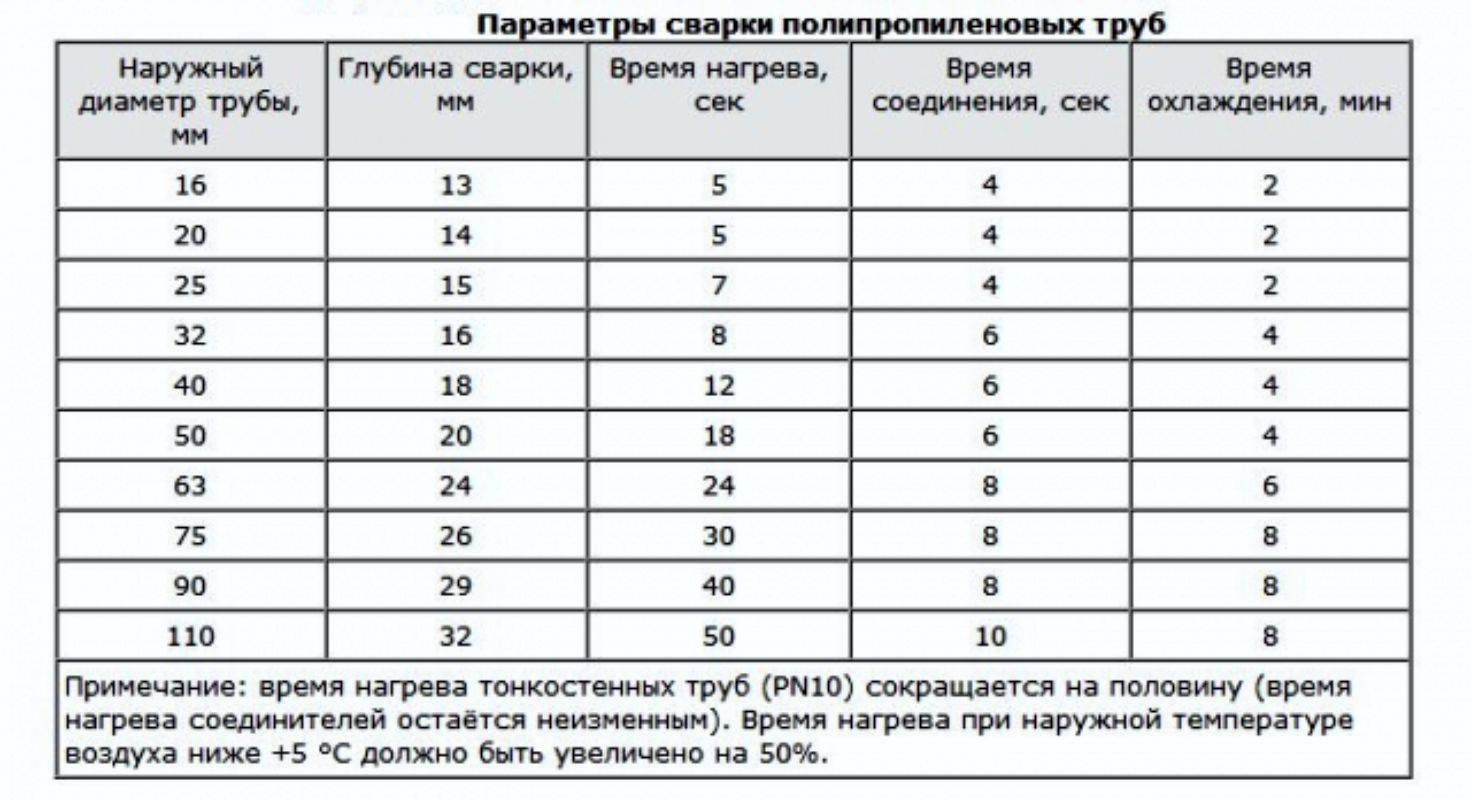
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
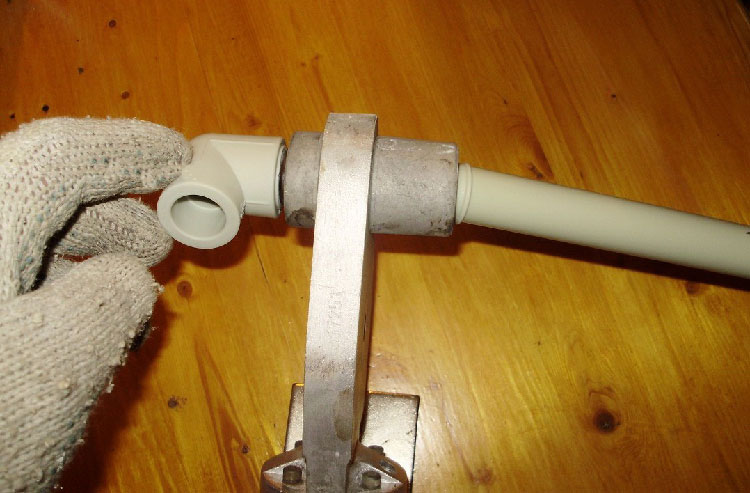
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
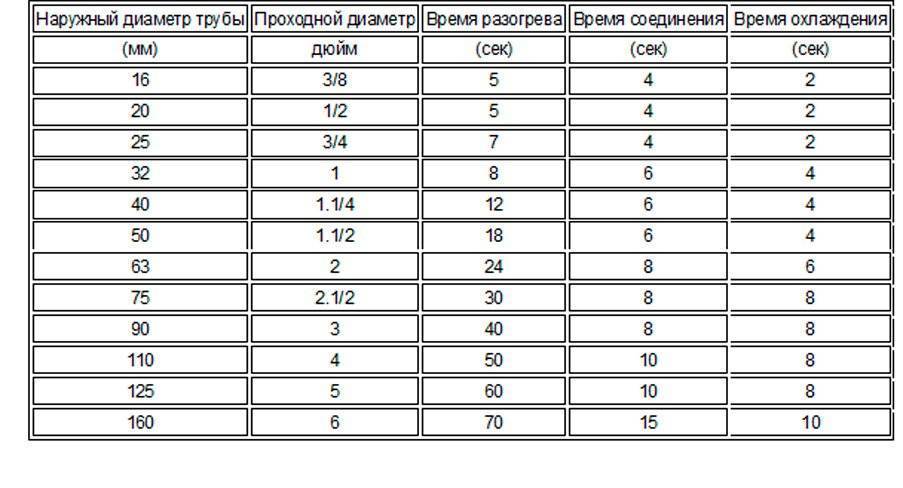
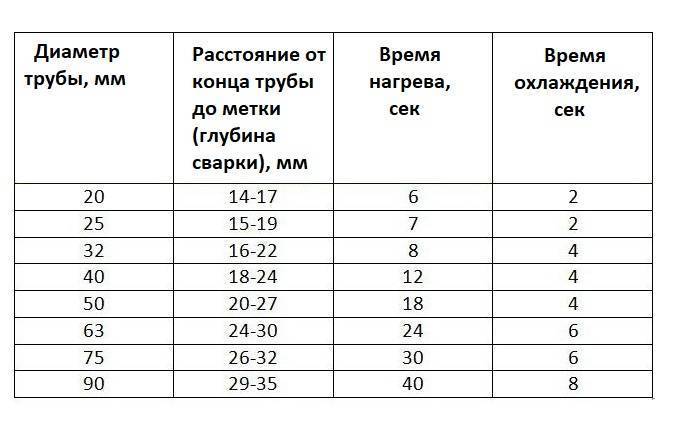
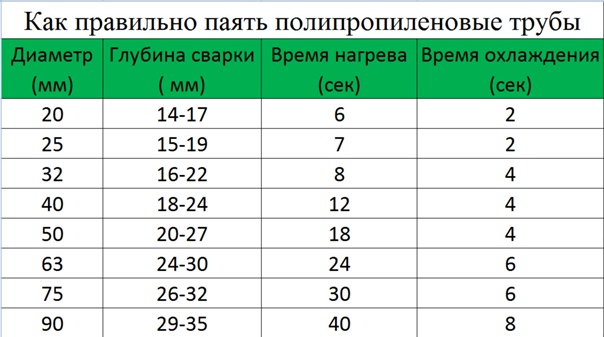
Существует таблица температур пайки полипропиленовых труб.
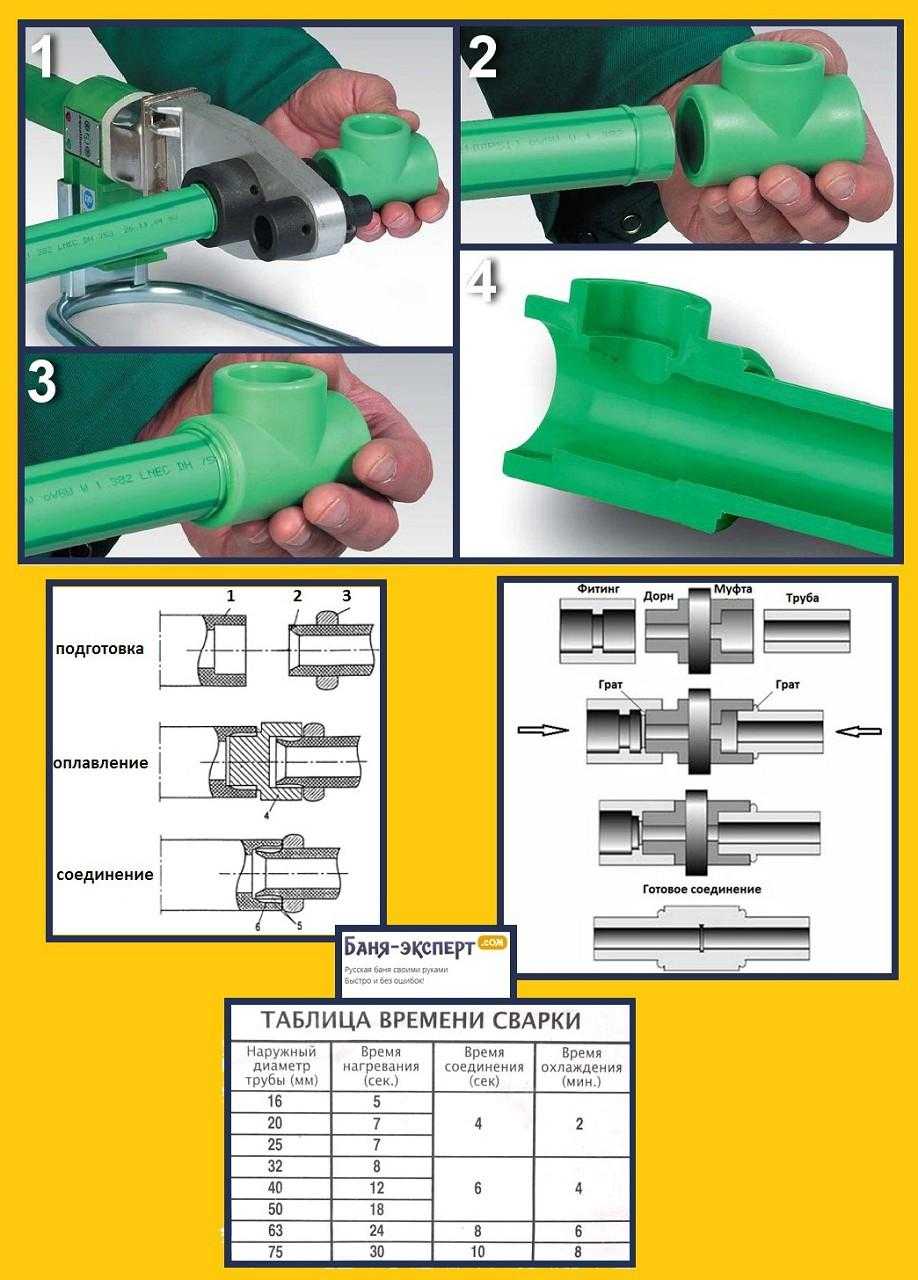
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Инструкция для пайки
Оборудование и материалы
При подборе труб из полипропилена особое значение имеет, для каких именно целей вы собираетесь использовать конструкцию. К примеру, если вы хотите сделать трубопровод, то вам понадобятся трубы, диаметр которых будет не менее 16 и не более 63 мм. Очень многое зависит от уже имеющихся в доме коммуникаций. Также не получится обойтись без таких инструментов:
- карандаша,
- рулетки,
- брезентовой ветоши,
- фитингов.
Но это лишь вторичные инструменты. Для того чтобы осуществить пайку точно по инструкции вам понадобится паяльник с несколькими насадками
Особое внимание нужно уделить мощности устройства. Она должна быть не мене чем 1200 Вт. В противном случае вам не удастся осуществить операцию на качественном уровне
В противном случае вам не удастся осуществить операцию на качественном уровне.
Устройство для пайки, мощность которого превышает отметку в 1800, можно использовать в промышленной пайке. Если же вы новичок, то вам подобная скорость может только помешать. Когда паяльник слишком мощный, можно легко повредить конструкции из полипропиленовых труб. Здесь одной инструкции будет недостаточно. Необходим существенный опыт.
Насадки, которые вы будет использовать в процессе пайки полипропиленовых труб, состоят из нескольких частей. Основным элементом является гильза. Именно она позволяет оплавлять полипропиленовые трубы согласно инструкции.
Внимание! Качественные насадки должны иметь тефлоновое покрытие
Если брать стандартный паяльник, то к нему в комплекте идёт как минимум шесть насадок. Они отличаются друг от друга по диаметру. Некоторые устройства позволяют сразу установить три насадки. Естественно, это в значительной мере влияет на производительность.
Отсутствие необходимости в смене насадок во время пайки позволяет значительно сэкономить время и при этом сделать всё точно по инструкции. Дело в том, что нельзя сменить одну насадку на другую до того, как паяльник остынет.
Лучшими для пайки полипропиленовых труб своими руками считаются паяльники, оснащённые электронным регулятором температуры. Эти устройства позволяют с точностью до нескольких градусов подбирать оптимальный температурный режим. Благодаря ему риск навредить конструкции снижается практически до нуля.
Внимание! Вторым по важности инструментом для пайки полипропиленовых конструкций, согласно инструкции, являются ножницы для пластика
При какой температуре нужно осуществлять пайку
Чтобы всё прошло согласно инструкции полипропиленовые конструкции нужно паять при температуре насадки не более чем 260 градусов. Стоит вам превысить данную отметку хотя бы на 10 единиц, и пластиковая основа потеряет свою устойчивость. Как результат элемент просто не войдёт в фитинг. При этом он будет липнуть ко всему, чего будет касаться.





Тем не менее недостаточного нагрева также нужно избегать. Стоит помнить, что если полипропиленовая конструкция не достигнет нужной вязкости и пластичности — диффузия станет невозможной. В таком случае надёжность соединения будет под огромным вопросом. Естественно, что о сроке службы в 50 лет при такой пайке не может быть и речи.
Инструкция пайки
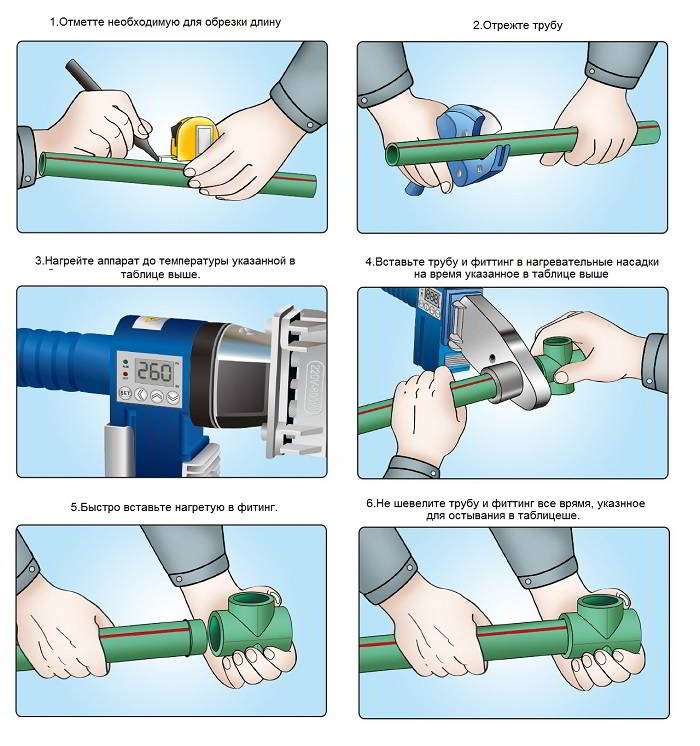
Чтобы осуществить качественную пайку полипропиленовых коммуникаций следуйте данной инструкции:
- Обрежьте полипропиленовые элементы при помощи специальных ножниц. Разрез должен быть перпендикулярным к оси.
- Подберите фитинг подходящего диаметра. Размер элемента в холодном состоянии немного меньше, чем размер трубы.
- Очистите раструб фитинга. В качестве обезжиривающего вещества можно использовать обычную мыльную воду. Некоторые строительные эксперты рекомендуют использовать спиртовой раствор.
- Высушите фитинг после чистки.
- Установите на паяльник подходящую насадку.
- Вставьте трубу в гильзу с расчётом, что паять придётся всю скрывшуюся в отверстии поверхность.
- Наденьте раструб фитинга на дорн.
- Выдержите подходящее для трубы, выбранного вами диметра время нагрева.
- Снимите элемент с паяльника и осуществите соединение. При этом старайтесь не делать поворотов.
При условии, что пайка полипропиленовых элементов была осуществлена точно по этой инструкции — образуется сплошной наплыв на раструбе. Он будет напоминать собой своеобразный валик по всей окружности.
После того как пайка завершена — вам остаётся выдержать период, пока полипропиленовая конструкция не остынет. При этом необходимо обеспечить детали максимальный покой или же возможны серьёзные деформации.
Внимание! Нельзя осуществлять пайку полипропиленовых труб при температуре менее нуля градусов
Это важное условие инструкции
Инструкция по проведению сварочных работ
При сварке трубопровода из полипропилена необходимо выполнить операции в следующей последовательности:
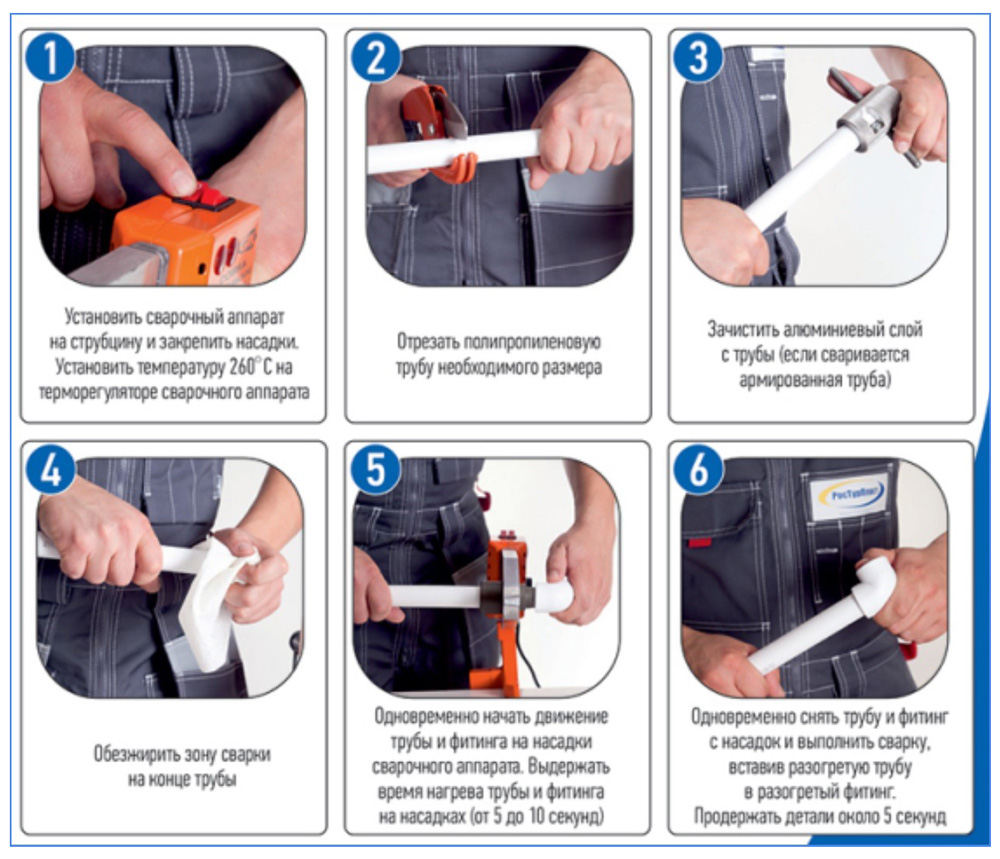
Подготавливается рабочее место, материалы и инструменты. Паяльник устанавливается на штатив и оснащается насадками нужного размера. Насадки обрабатываются обезжиривающим раствором. Прибор подключается к сети, на индикаторе загорается красная лампочка. На терморегуляторе устанавливается температура 2700 С и после сигнала зеленого индикатора аппарат готов к работе. Отмеренный кусок трубы обрезается, торец выравнивают, убирают заусенцы, очищают от загрязнений и обезжиривают. На трубе делается отметка, соответствующая глубине посадки для данного диаметра. Труба и фитинг одновременно без осевых поворотов одеваются на соответствующие насадки паяльника. Детали нагреваются в течение положенного времени
Осторожно, без вращения снимаются с насадок. Труба в пределах отведенного времени быстро и плавно без проворачивания вставляется в фитинг до нанесенной отметки
Детали фиксируются неподвижно на необходимое для остывания время, после чего стык готов.
Выполнение всех этих пунктов гарантируют соединение, которые будут прочными и долговечными.
Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки
Процесс пайки происходит очень быстро, и если, допущена ошибка, то исправить ее можно только демонтажем всего неправильного участка.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.
 Паяльник для пайки ПП
Паяльник для пайки ПП
Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для пайки пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
Также понадобятся:
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
Разметка и нарезка труб
 Разметка и нарезка перед пайкой
Разметка и нарезка перед пайкой
До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих трубопроводов, то лучше приобрести кронштейн с зацепом друг к другу.
 Кронштейн для крепления
Кронштейн для крепления
Соединение элементов и нагрев
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.
 Пайка пластиковых труб
Пайка пластиковых труб
Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд
Поэтому очень важно заранее отметить положение элементов
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.
Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
Инструменты для работы
Паяльник
Пайка (или сварка, тут уже как вам больше нравится — принцип все равно один и тот же) полипропиленовых изделий при прокладке коммуникаций осуществляется с помощью специальных приспособлений – паяльников. Эти устройства достаточно просты, но при этом они позволяют эффективно сваривать пластик с относительно невысокой температурой плавления.
Внешний вид и основные элементы конструкции
Конструкция паяльника включает такие детали:
- нагревательный элемент – наиболее важная часть, к которой крепятся насадки для свариваемых элементов;
- корпус – внутри располагается электрическая часть, отвечающая за нагрев паяльника;
- рукоятка – используется для манипуляций с устройством, обтягивается материалом с низкой теплопроводностью;
- регулятор нагрева – позволяет подбирать оптимальную температуру для работы с тем или иным материалом;
Регулятор нагрева универсальной модели
основание – платформа, позволяющая усаливать паяльник на пол для более комфортной работы.
Выбирать паяльники нужно, ориентируясь на несколько факторов:
- Первый, и самый главный – мощность. Для бытового использования я не рекомендую брать слишком мощные изделия: при сварке труб до 75 мм вам «с головой» хватит 600 – 900 Ватт. Если же вы планируете заниматься монтажом полипропиленовых трубопроводов на профессиональной основе и сваривать трубы диаметром более 100 мм, то стоит потратиться и приобрести модель, рассчитанную на 1,2 — 2 кВт.
Профессиональная модель с большой мощностью
- Следующий параметр – страна-изготовитель. В моем личном рейтинге первое место занимают Германия (Rothenberger) и Чехия (Dytron), которые делают действительно хорошие устройства с солидным запасом надежности. За ними следует Турция (Candan, Valtec и аналоги) – здесь есть как отличные, так и почти полностью провальные модели. Замыкает список Китай и примкнувшие к нему производители под якобы некитайскими брендами – Энкор, Fora, Sturm.
Устройство от компании Rothenberger (Германия)
Наконец, очень важно оценить субъективное удобство: для этого достаточно взять паяльник в руки и примериться к нему. Сюда же стоит отнести и качество исполнения отдельных элементов: ручка не должна нагреваться, индикаторы обязаны быть достаточно яркими и т.д
И только в последнюю очередь нас будет интересовать цена: самые дешевые модели стоят от 1500 рублей, а вполне работоспособный аппарат среднего класса можно приобрести за 3 – 3,5 тыс
руб.
Другие приспособления
Пайка труб из полипропилена предполагает использование и других приспособлений.
В первую очередь это инструменты, которые используются для работы с трубами:
Ножницы-труборез
- пила по пластику;
- ножницы-труборез (обеспечиваю более ровную линию отреза);
- завистные приспособления (применяются для удаления металлизированного слоя и выравнивания торцов);
Фото приспособления для зачистки
насадки для паяльника.
Набор сменных насадок
Основные разновидности фитингов для сварного монтажа трубопроводов из полипропилена
Кроме того для формирования соединения используются фитинги. Краткий перечень деталей, которые используются чаще всего, я приведу в таблице ниже.

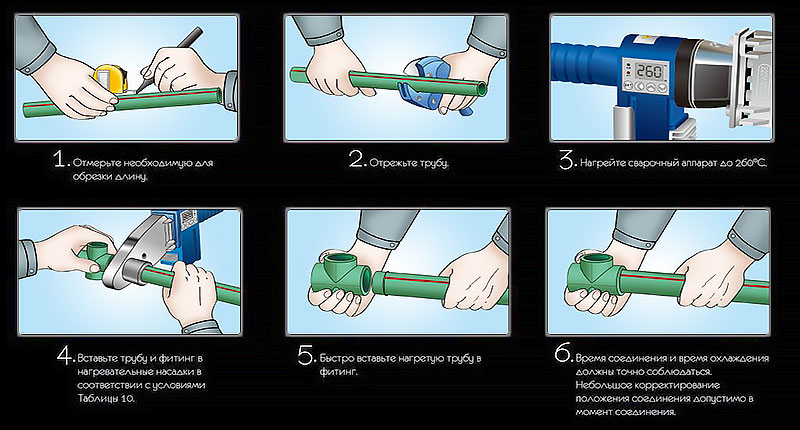



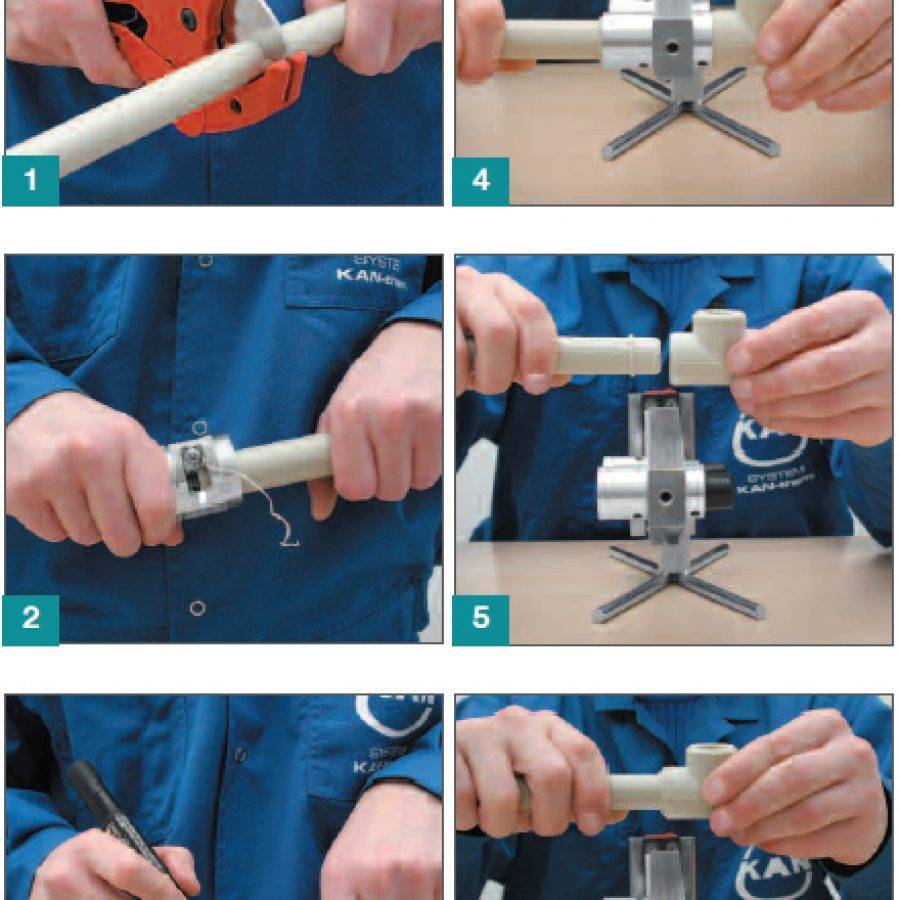


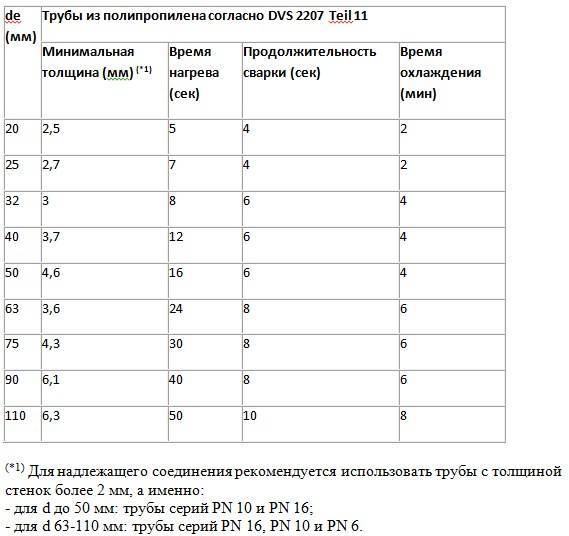

Таблица часто используемых фитингов
| Фитинг | Назначение |
| Муфта прямая | Удлинение трубопровода за счет наращивания отрезка трубы равного диаметра. |
| Переходник | Соединение двух труб разного диаметра. |
| Муфта резьбовая | Оформление конца трубопровода для резьбового соединения. |
| Отводы | Оформление поворотов трубопровода на 90 и 45 градусов. |
| Отводы ниппельные | Оформление поворотов трубопровода с изменением диаметра трубы. |
| Заглушка/втулка | Формирование глухого отвода трубопровода. |
| Тройники/крестовины | Пайка трех или четырёх труб соответственно. |
Кроме того, для монтажа конструкции на стену понадобься хомуты (пластиковые или металлические с резиновыми вкладками), а также монтажные пластины.
В качестве запорной арматуры применяются шаровые краны разного диаметра.
Можно сразу крепить запорную арматуру, не используя резьбовые соединения
Способы соединения полипропилена

Этот полимер термопластичен: при нагревании он быстро размягчается. Когда одновременно и равномерно разогреваются две детали, молекулы вещества приникают друг в друга. Это называется полифузией. После того как соединенные материалы остывают, их технические характеристики совершенно не меняются, поэтому при качественно проведенной работе узел получается крепким, монолитным.
Такой способ соединения элементов трубопровода называют полифузной сваркой. Так же часто встречается определение «пайка». Оба слова обозначают один и тот же процесс, разницы между двумя понятиями не существует. Обычно на практике используют два метода стыковки деталей — муфтовый и прямой.
Холодная пайка (сварка)
Такой метод нельзя назвать грозным конкурентом горячих видов соединения. На полипропиленовые трубы наносят клей, активным компонентом которого является сильный растворитель. Когда он размягчает соединяемые участки, их вставляют друг в друга.
Огромный недостаток — отсутствие гарантии герметичности, прочности труб. Еще один минус — длительное высыхание «сваренных» элементов: нужны как минимум сутки. Поэтому данный метод не нашел большой армии сторонников. Его «законная» ниша — трубы из ПВХ.
Самый надежный (и нужный) способ в домашних условиях — муфтовая сварка. Именно о ней и пойдет дальнейшее повествование.
Муфтовая сварка
Этот способ более популярен по простым причинам — он доступен, прост, необходим всегда. Для соединения двух элементов — участка трубы и муфты (тройника, крана, фитинга с резьбой и т. п.), имеющей внутренний диаметр меньше, чем наружный у трубы.
На нагревательный прибор в этом случае устанавливают металлические насадки (муфту и дорн) под трубу и необходимый для соединения элемент. После получения оптимального нагрева обе детали снимают с инструмента и сразу соединяют.
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.

Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.

После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
https://youtube.com/watch?v=HQGRx3CWioY
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже
Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя
Инструкция по сварке
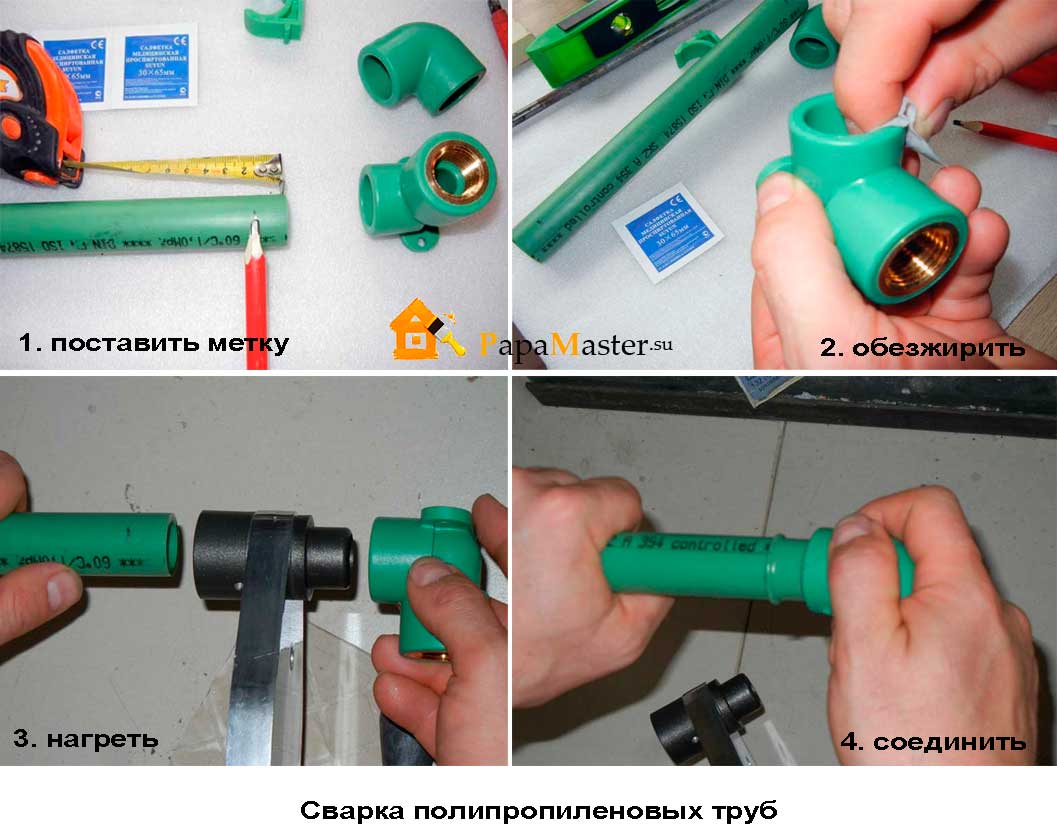
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

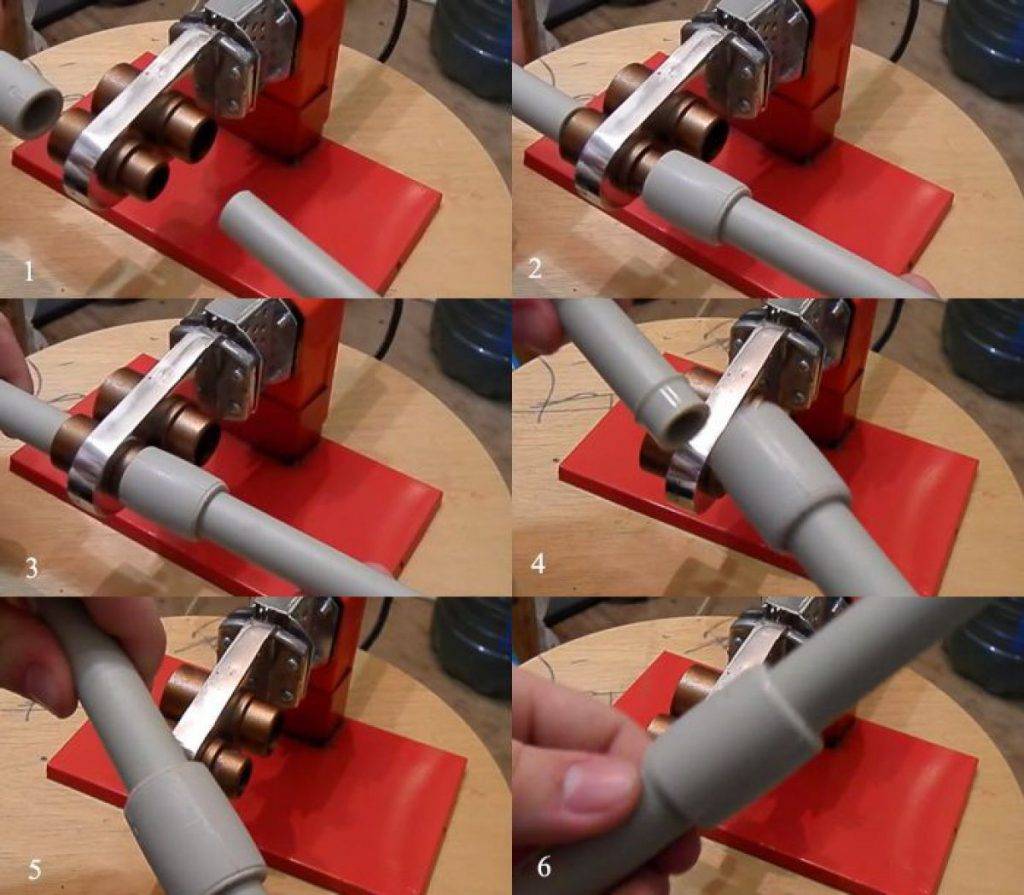
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Способы пайки
Существует несколько способов пайки труб из полипропилена. Так что давайте рассмотрим все как можно детальней:
- пайка диффузным способом. Используя этот метод полипропиленовые трубы взаимно проникает друг в друга при разогреве и после застывания превращаются в единое целое. В основном с ними работают именно таким образом, но это при условии, что материалы однородные.
- пайка раструбным способом. В данном случае используются паяльники с различными насадками. Первым делом необходимо нарезать трубы под прямым углом. При использовании армированных конструкций торцы разрезов нужно зачистить от металла. А сама пайка проходит предельно просто – две детали вставляются в паяльник и после соединяются друг с другом, при этом в ходе остывания они не должны менять своего положения.
- пайка стыковым методом. Такой способ подойдет для соединения труб с большим сечением. Как и в перечисленных выше вариантах, ее следует нарезать на отрезки и обработать торцы. Место будущего соединения обработать специальным паяльным зеркалом и с усилием прижать детали друг к другу. С помощью этого метода можно добиться максимальной прочности соединительного узла, которой не будет уступать прочности самой трубы.
- пайка муфтовым методом. В данном случае используется специальный промежуточный элемент – фитинг или муфта. Соединяются детали аналогично описанным выше вариантам, исключение лишь в том, что участки труб и трубопровода не разогреваются одновременно.
- пайка полифузным методом. Этот метод во многом напоминает предыдущий. Различие лишь в том, что до температуры плавления нагревается только один соединяемый элемент.
- холодная пайка. В этом случае на поверхность соединяемых полипропиленовых труб наносят специальный клей. Но у этого метода есть ограничение – он подходит лишь для трубопроводных систем с низким давлением рабочей жидкости.
- пайка особо сложных участков. Очень много проблем может доставить пайка труб из полипропилена в труднодоступных местах и чтобы правильно это сделать, придется разбить всю конструкцию на несколько отдельных узлов. Для начала нужно смонтировать самую громоздкую и неудобную часть, причем желательно это делать на свободном участке и лишь потом установить на посадочное место. После того как конструкция будет готова, ее нужно будет закрепить на стене и приварить остальные узлы. Чтобы выполнить всю работу максимально точно, рекомендуется привлечение второго человека.
Пайка полипропиленовых труб
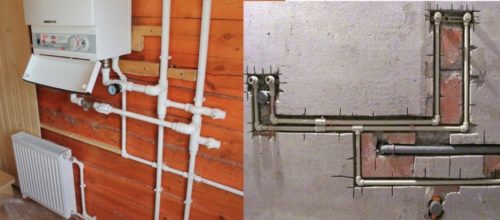 Использование ПП труб для монтажа отопления и водопровода
Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.





Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах
 Полипропиленовая система
Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками
На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.
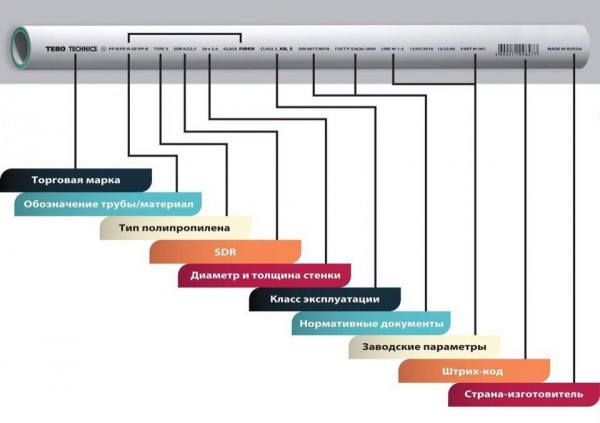 Маркировка полипропиленовых систем
Маркировка полипропиленовых систем
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.
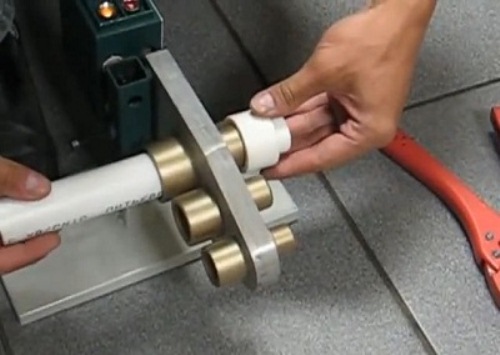 Процесс пайки с помощью специального паяльника
Процесс пайки с помощью специального паяльника
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Меры безопасности
При работе с нагревательным аппаратом необходимо соблюдать меры индивидуальной защиты:
- Паяльник должен быть установлен на горизонтальной поверхности в свободном от материалов месте.
- На мастере должны быть обязательно защитные перчатки (для работы с горячими инструментами), удобная спецодежда.
- Не следует наклоняться над плавящимся пластиком, поскольку в процессе выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность — свободной от пыли, мусора.
- Соединение вилки паяльника с сетью должно быть плотным, шнур свободным.
Предварительный прогрев сварочного инструмента проводят 20 минут, если на нем нет соответствующего индикатора.





