
Как сделать порошковую покрасочную камеру своими руками?
Как сделать порошковую покрасочную камеру своими руками?
Вы все-таки желаете изготовить порошковую покрасочную камеру собственными руками? Такая возможность существует. Правда, вам все равно придется покупать фирменное оборудование, без которого процесс будет невозможным. Кроме того, вам придется тщательно соблюдать все этапы окрасочного процесса.
Порошковая покрасочная камера в домашних условиях потребует от вас:
- покрасочного пистолета
- мощный компрессор для подачи сжатого воздуха
- фильтр с регулятором давления
- мощная электросеть
- вентиляция
- пылесос, оснащенный насадкой циклонного типа
- печь по типу духовки
Что необходимо для порошковой покрасочной камеры?
Использовать в производстве можно простую модель малярного пистолета, подключив подачу сжатого воздуха в две атмосферы. Однако по ходу работ может потребоваться более высокое давление. Кроме надежного компрессора позаботьтесь и о фильтре с обязательным регулятором давления.
При обустройстве камеры вам не обойтись без мощной электрической сети и вентиляции. Рекуператор заменит пылесос. Обычный бытовой не подойдет, в первые же минуты он забивается. Лучше всего приобрести специальный пылесос, с циклонной насадкой.
Для освещения помещения используйте герметичные лампы дневного света. Так как они не подвержены нагреву, осевшая краска на них не будет оплавляться и чистка ламп не создаст проблем. Установив печь, расположите рядом вешала, для охлаждения окрашенных деталей. Проводить электросеть следует грамотно, не забыв о необходимости заземления. Проще пригласить для работы специалиста.
Работы проводят в плотном комбинезоне, специально предназначенном для работы с электрооборудованием. Обязательно использование респиратора. Вынимать готовые детали из печи следует специальным крючком. Простейшая порошковая покрасочная камера в вашем распоряжении.
MgM3A8SCYaY
Как проходит покраска металла порошковой краской
Металлические поверхности, в большинстве случаев, постоянно сталкиваются с воздействием окружающей среды и поэтому лакокрасочный состав очень быстро изнашивается. Порошковые краски отличное решение этой проблемы.
Стоят они относительно не дорого, поэтому стоимость здания из металлоконструкций особо не изменится, а множество положительных качеств данного материала надолго защитят поверхность постройки.
Единственный минус — технология нанесения порошковых красок, которая требует определенных познаний.
Как покрасить металл порошковой краской?
Как уже было сказано ранее, лучшая краска для металлического забора — это порошковая краска. Подготовка поверхности, которую требует технология порошковой покраски металла, практически не отличается от подготовки металла для других видов лакокрасочных изделий.
Чаще всего применяется обезжиривание, фосфатирование и травление поверхности металла.
Далее наступает этап непосредственной покраски металла порошковой краской. Если требуется окрасить большую однородную металлическую поверхность, то выгоднее использовать электростатическое нанесение.
Суть заключается в том, что с помощью специального прибора частицы краски наделяются электрическим зарядом и направляются на поверхность металла. Этот метод обеспечивает равномерное нанесение порошковой краски на металл.
Вторая технология нанесения порошковых красок заключается в нанесение лакокрасочного изделия на «кипящий слой».
Для этого изделие, которое необходимо окрасить, чаще всего это сета или металлическое изделие неправильной формы, нагревается до температуры в 55-60 градусов Цельсия, и на небольшое время опускается в специальную ёмкость с порошковой краской, оборудованную мембранами с нижней стороны, через которые поступает сжатый воздух, который доводит порошок до температуры кипения.
Растворяясь, частицы краски оседают на нагретой поверхности металла и формируют гладкий равномерный слой.
Цена оборудования для порошковой краски
В бытовых условиях, чаще всего, используются ручные электрические распылители, работающие от обычной розетки в 220 вольт.
Стоимость таких приспособлений варьируется от 1800 рублей до 12000 рублей и зависит, в основном, от именитости производителя.
Промышленное же оборудование для покраски металла порошковой краской очень разнообразно и может стоить от нескольких десятков тысяч рублей до нескольких миллионов рублей.
Как наносить порошковые краски на металлические поверхности?
К сожалению, в домашних условиях качественно нанести данный вид лакокрасочного покрытия на металлическую поверхность не получится. Для этого используются специальные покрасочные камеры.
Это связано, в первую очередь, с тем, что около 30% частиц порошковой краски по металлу не оседают с первого раза на поверхности и в случае открытого пространства осядут на всем, что окружает объект окрашивания. В покрасочной камере данные частицы улавливаются и снова направляются в работу.
Стоит отметить, что такое улавливание частиц порошковой краски по металлу не только оберегает окружающие предметы от порчи, но и снижает расход лакокрасочного материала.
Как говорилось ранее, после нанесения порошковой краски на металлическую поверхность, изделие отправляется в специальную полимеризационную камеру. На данном этапе нет никаких особенностей, необходимо просто следовать технологии.
Несколько слов о преимуществах порошковых красок по металлу
Данный вид лакокрасочных материалов имеет ряд преимуществ, которые выделяют его среди других возможных кандидатов на металлические поверхности:
- При помощи данного лакокрасочного материала достигаются уникальные физико-химические свойства;
- Покрытие из порошковых красок по металлу достаточно наносить всего в один слой, что существенно снижает расходы;
- Лакокрасочное покрытие из данного лакокрасочного материала обладает более высоким уровнем ударопрочных и антикоррозийных свойств, по сравнению с лакокрасочными материалами другого вида;
- Затвердевание покрытия происходит очень быстро — всего за 30 минут. Эта величина не достижима ни для одного другого вида лакокрасочного покрытия;
- Процесс окрашивания порошковыми красками по металлу является одним из самых экологически безопасных.
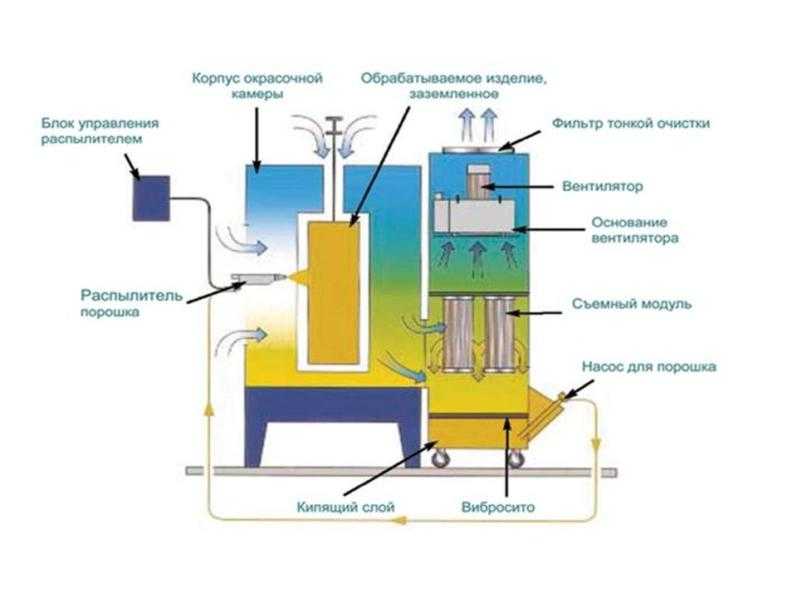
Покрасочная камера с сухими фильтрами
Благодаря своей конструкции, при покраске в сухой покрасочной камере удаляется излишний окрасочный туман и загрязненный воздух из зоны нанесения краски, при этом происходит его очистка. Всё это работает при правильном подборе вентилятора.
Видео.1. Покрасочная камера с сухими фильтрами
Что происходит при работе покрасочной камеры с сухими фильтрами
При работе сухой покрасочной камеры происходят следующие процессы :
- удаление частиц краски и пыли с зоны распыления
- удаление окрасочного аэрозоля, при этом исключается его распространение в смежные помещения
- обеспечиваются условия для получения лакокрасочного покрытия высокого качества
- воздух, который удаляется из зоны окраски, очищается от механических частиц краски, которые остаются в фильтрах, и выбрасывается в атмосферу.
Почему важно правильно подобрать мощность вентилятора?
Если вентилятор слабый, а это значит недостаточная мощность всасывания, то остаются пары растворителя в воздухе и краска оседает на пол и стены.
Если вентилятор слишком сильный, то краска удаляется ещё не долетев до окрашиваемых деталей.
Как происходит фильтрация воздуха в сухой покрасочной камере?
Поток воздуха, который загрязнен лакокрасочными продуктами, с помощью вентилятора движется по инерции в проем камеры, где установлен один или два фильтра.
 |
|---|
Какие бывают фильтры для покрасочных камер ?
Основные виды фильтров для покрасочных камер — картонный гофрированный, стекловолокнистый напольный в рулонах и в рамке, кокосово волокнистый для водяных покрасочных камер и потолочный фильтр тонкой очистки.
Какие бывают фильтры для сухой покрасочной камеры?
Фильтры для сухой покрасочной камеры бывают:
Картонный фильтр
Принцип работы картонного фильтра следующий -частички краски и лака ударяются несколько раз о внутреннюю стенку фильтра и оседают не нём, а воздух по инерции продолжает движение, при этом не происходит потерь скорости воздуха при всасывания.
Пример расчёта фильтрующей способности сухого фильтра
Например, у Вас сухая окрасочная камера длинной 2 метра с площадью всасывания 3,6 кв.м. Эта площадь соответствует двум отрезкам картонного фильтра высотой 0,9 метра и шириной 2 метра.









Фильтр удерживает около 15 кг краски на 1 кв.м. Получается, что фильтр нашей окрасочной камеры удержит 54 кг отходов краски. Для расчета мы просто перемножаем удерживающую способность фильтра на его площадь : 15 кг/м.кв.*3,6 м.кв. = 54 кг.
 |
|---|
| Рис. 3. Картонный фильтр в рулонах |
Стекловолокнистый фильтр
Стекловолокнистый фильтр изготовлен из ворсистого переплетенного стекловолокна, который пропитан специальным составом. Фильтр удерживает частицы окрасочного тумана.
Стекловолокнистый фильтр может использоваться в качестве единственного или второго уровня очистки воздуха от окрасочного тумана.
В варианте второго уровня фильтрации это фильтр устанавливают за картонным фильтром. Часто фильтр стекловолокнистый в рулоне устанавливают на пол в автомобильных камерах, отсюда его второе название – «напольный».
Срок службы таких фильтров небольшой, всего 60 часов окраски.
 |
|---|
| Рис. 4. Стекловолокнистый фильтр |
На какое время хватает фильтра для сухой покрасочной камеры?
Этот вопрос, несомненно кроме технологической части, имеет ещё и экономическую составляющую.
В основу расчёта «времени жизни» сухого фильтра заложены следующие составляющие :
- сколько килограмм лакокрасочных материалов Вы распыляете в сутки
- какие окрасочные пистолеты используете, то есть какие происходят потери ЛКМ на туманообразование
- какие изделия красятся
- как следят за очисткой покрасочных камер и заменой фильтров.
Пример расчёта времени жизни сухого фильтра
Например, у Вас опять же 2-ух метровая сухая окрасочная кабина, расход ЛКМ за смену 20 литров в сутки (без учета растворителя), Вы используете краскораспылитель с традиционной системой распыления, коэффициент переноса материалов 40-45%, то есть 8 литров из 20 литров краски улетает в туман.
Наш расчёт фильтрующей способности сухого фильтра показал, что он может удерживать до 54 кг краски. Получается, что одной замены фильтра хватит 54/8 = 6,8 дней, то есть примерно на неделю работы. А если Вы купили рулон фильтра, то его хватит на месяц, что это будет в деньгах считайте уже сами .
Высота и рабочая высота сухой покрасочной камеры :
Высота окрасочной кабины – это вся её высота с учетом вентилятора и крыши.
Рабочая высота окрасочной кабины – это высота, на которой происходит всасывание лакокрасочного тумана. Довольно часто эта высота кратна высоте картонного фильтра равной 0,9 м.
Обычно рабочая высота камеры с сухим фильтром 1,8 метра, что соответствует установленным двум рядов картонных фильтров.
Процесс нанесения порошкового состава
После завершения подготовительных работ и перед покраской суппортов порошковой краской, переходим непосредственно к нанесению состава. Для этого изделие помещается в камеру, которая имеет несколько приоритетов перед окрашиванием непосредственно в гараже:
- улавливает частицы порошка и препятствует их распространению по всему гаражу;
- обеспечивает утилизацию отходов, которые не успели осесть на окрашиваемой поверхности;
- обеспечивает хорошую фильтрацию.

Можно выполнить покраску суппортов или дисков непосредственно на автомобиле, не выполняя демонтажа. Это несложная операция, но при её выполнении существует риск попадания краски на соседние детали, которые окрашивать не требуется. На качество результата влияют погодные условия и направление ветра.
Технология окрашивания состоит из таких шагов:
- Окраска в домашних условиях начинается с подготовки красящего вещества. Для достижения нужного оттенка берут порошки нескольких цветов и смешивают.
- Подготавливаем респиратор, перчатки и очки для защиты от воздействия состава.
- После того как выполнено напыление первого слоя, оставляем его для просушки. Первый слой никогда не получается идеальным. Толщина слоя порошковой краской создаётся не слишком большая, поэтому однократного нанесения недостаточно.
- Количество слоёв может быть различным, от 4 до 10. Наносить следует до тех пор, пока толщина покрытий порошковой краской не станет идеальной.
- Полимерное покрытие наносится с помощью распылителя, который располагают во время процесса на расстоянии 25–30 см от окрашиваемой поверхности.
Процедура нанесения красящего средства
Покраска изделий выполняется в специально подготовленной камере, к которой подключен компрессор для выкачивания воздуха. Габаритные объекты окрашиваются в помещениях проходного типа, а небольшие – в тупиковых камерах. На более технологичном производстве краска наносится специальными пистолетами, управляемыми людьми снаружи.
Процесс должен проходить в специальной герметичной камере
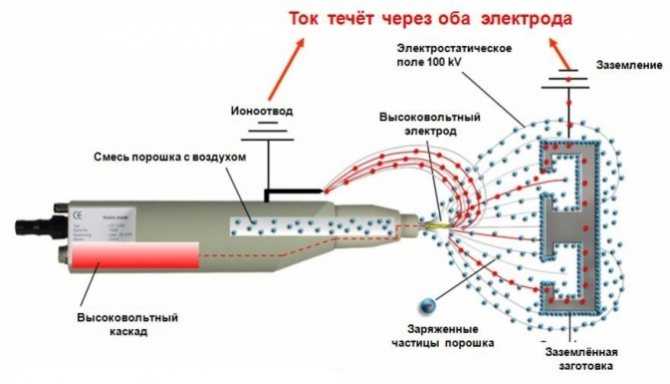
Вся процедура распыления выполняется при помощи пистолета. В нем частицы краски заряжаются, после чего распыляются на поверхность изделия и прилипают. Алгоритм работы выглядит следующим образом:
- В специальном бункере краска перемешивается с воздухом. Для регулировки пропорции применяются вентили;
- Смесь проходит сквозь распылитель, оборудованный высоковольтным источником;
- В результате положительно заряженные частицы распыляются по изделию и быстро схватываются с его поверхностью.
Во время работы системы откачки воздуха высасывают из камеры не успевшие зарядиться частицы. Снаружи они попадают в специальный бункер, чтобы их можно было использовать еще раз или утилизировать.
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Важно! Энергоносителем в таких печах просушки порошковой краски может быть не только электричество, но и природный газ, и дизельное топливо
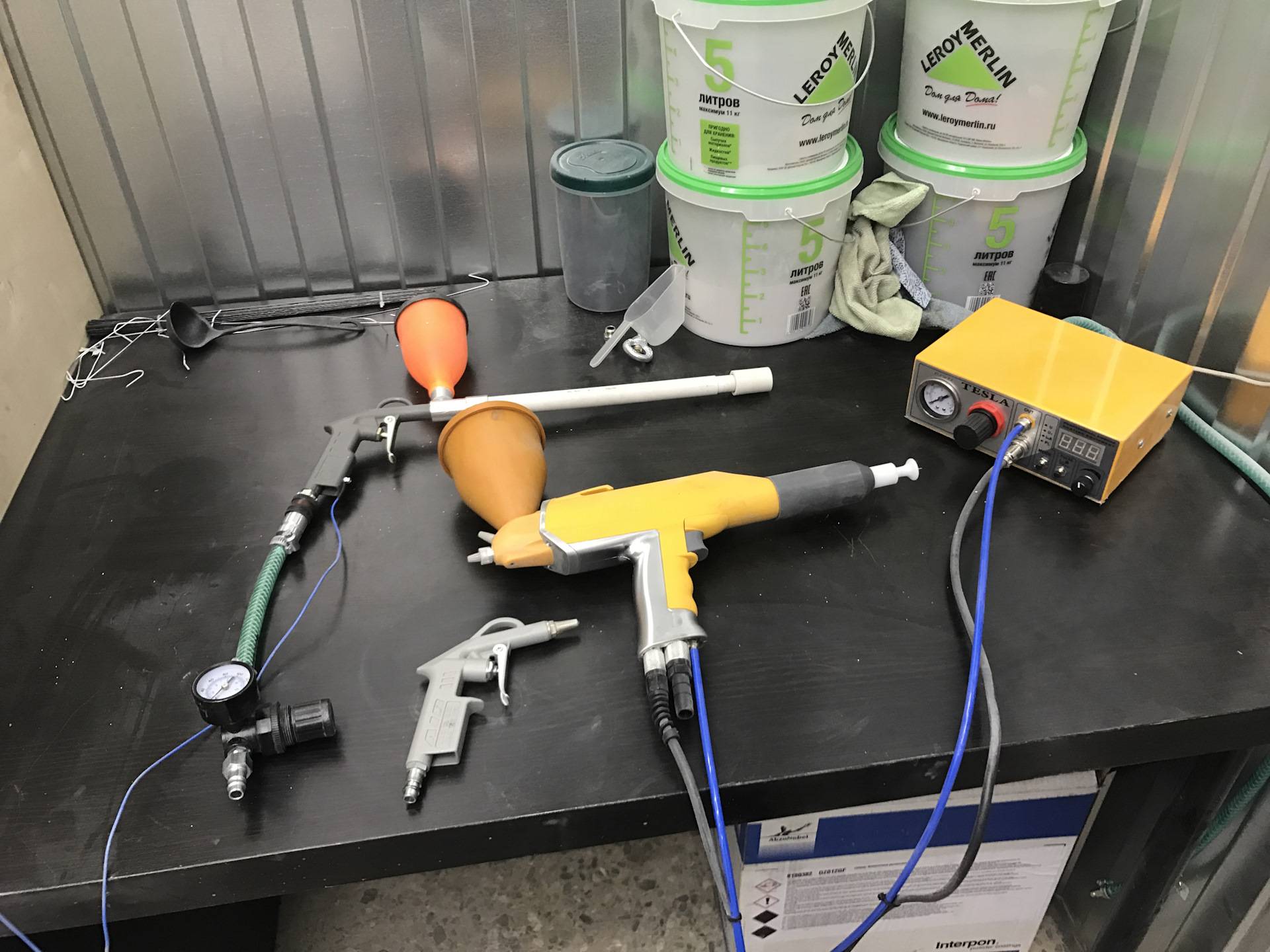
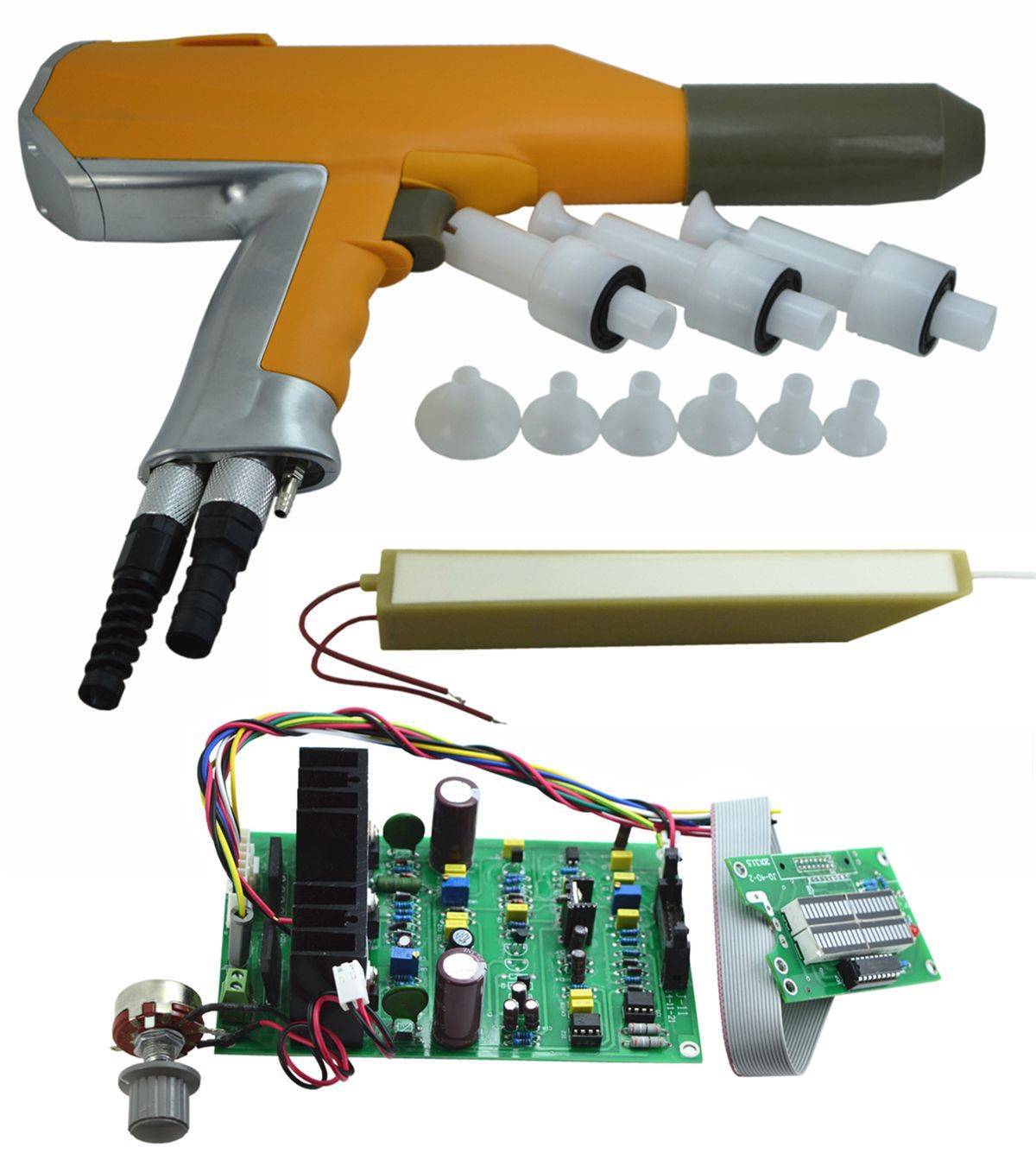
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.
Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
Соблюдайте осторожность при работе с высоким напряжением. Лучше доверить сборку преобразователя квалифицированному электрику. После всех манипуляций получается вполне приличный пистолет
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.









Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Пошаговая схема работы
Стоит отметить, что рассматриваться будет технология порошковой покраски металла в самом простом варианте. То есть работать будем исходя из того, что у нас в наличии имеется «кустарная» покрасочная камера, а также самые простые и недорогие приспособления для реализации этого дела.
В качестве наглядного примера будем рассматривать самое обычное изделие – простой кусок металла.
Начнем.
Предварительная обработка поверхности
С заготовкой нужно сделать вот что:
- Очищаем всю поверхность металла от пыли и грязи с помощью обыкновенной мокрой тряпочки.
- Далее берем наждачную бумагу или же специальные металлические щетки и зачищаем ими все участки, на которых имеются признаки коррозии.
- Теперь нужно увеличить уровень адгезии плоскости – для этого просто напросто обезжириваем ее любым доступным растворителем.

Обезжиривание металла
- После того, плоскость очищена и обезжирена, нужно ее прогрунтовать. Для этого на изделие наносится так называемый конверсионный подслой краски. Как правило, для этого применяется краска на основе неорганических веществ. (См. также статью Грунтовка под шпаклевку: особенности.)
Что это дает? Благодаря такому грунтовочному слою уменьшается риск попадания влаги и воздуха под высохшую порошковую краску. Это возможно за счет того, что поверхность металла и порошкового покрытия сцепляется не напрямую, а через эту самую пленку из промежуточной краски.
То есть сцепление всех слоев становится на порядок лучше, что в конечном итоге положительно влияет на срок службы итогового полимерного покрытия и соответственно всего изделия в целом. - И последний этап подготовительных работ – это нанесение своими руками сверху грунтовки, слоя, который состоит из соединений нитрата хрома и натрия. Это процесс называется пассивирование – он нужно для того, чтобы ржавчина не появилась на изделии в то время, пока деталь готовится к покраске.
Пример пассивированной детали
В общем-то, если все зачищено, обработано растворителями и прочими составами, то можно просушить заготовку в печи и приступать к следующему этапу.
Нанесение краски и формирование покрытия
Инструкция по покраске как раз достаточно простая.
- Изделие помещается в камеру напыления.
- При необходимости заготовка фиксируется.
- Берется пулевизатор и заготовка красится.
Кстати, имейте в виду, что если вы с помощью порошковой покраски планируете добиться стойкости детали к воспламенению, то, пожалуй, не имеет смысла применять данную технологию. Гораздо проще будет приобрести огнезащитные краски по металлу Полистил, Негорин и другие аналоги – и деньги сэкономите, и нужный эффект гарантированно получите.
Пример огнезащитной краски
После нанесения краски начинается процесс формирования твердого полимерного слоя. Подробнее об этом.
Запекание краски
Под этим термином подразумевается то, что окрашенное изделие помещается в специальную камеру, где заготовка на протяжении определенного времени подвергается воздействию высокой температуры.
В нашем случае деталь кладется в духовой шкаф – его можно изготовить самостоятельно и «запитать» от электричества, мазута или от другого горючего.
Во время «запекания» детали нужно соблюдать такие условия:
Важно придерживать рекомендаций, которые содержит инструкция конкретной краски. То есть это означает, что для получения качественного слоя должна соблюдаться определенная температура, на протяжении такого-то времени и т.п.
Изделие должно прогреваться равномерно! Поэтому, если у вас жар идет от стенок «духовки», лучше поместить заготовку на чем-то вроде прутьев, чтобы она оказалась на равном расстоянии от всех стенок.
Когда отведенное для прогрева детали время истекло, вынимаем ее из шкафа и оставляем на открытом воздухе для того чтобы она остыла.

Шкаф для термообработки окрашенных изделий
Тут плюс в том, что не требуется никакого закаливания металла – то есть фаза частого контраста холодного и горячего отсутствует. А это означает, что и цена проекта в целом снижается, и время экономится.
На этом все – по сути. Такая вот кустарная обработка изделия порошковым методом закончена. Как видите, в домашних условиях, у себя в гараже, наладить такой процесс вполне можно – было бы желание и определенная доля старания.
Подведем итоги нашего обзора.
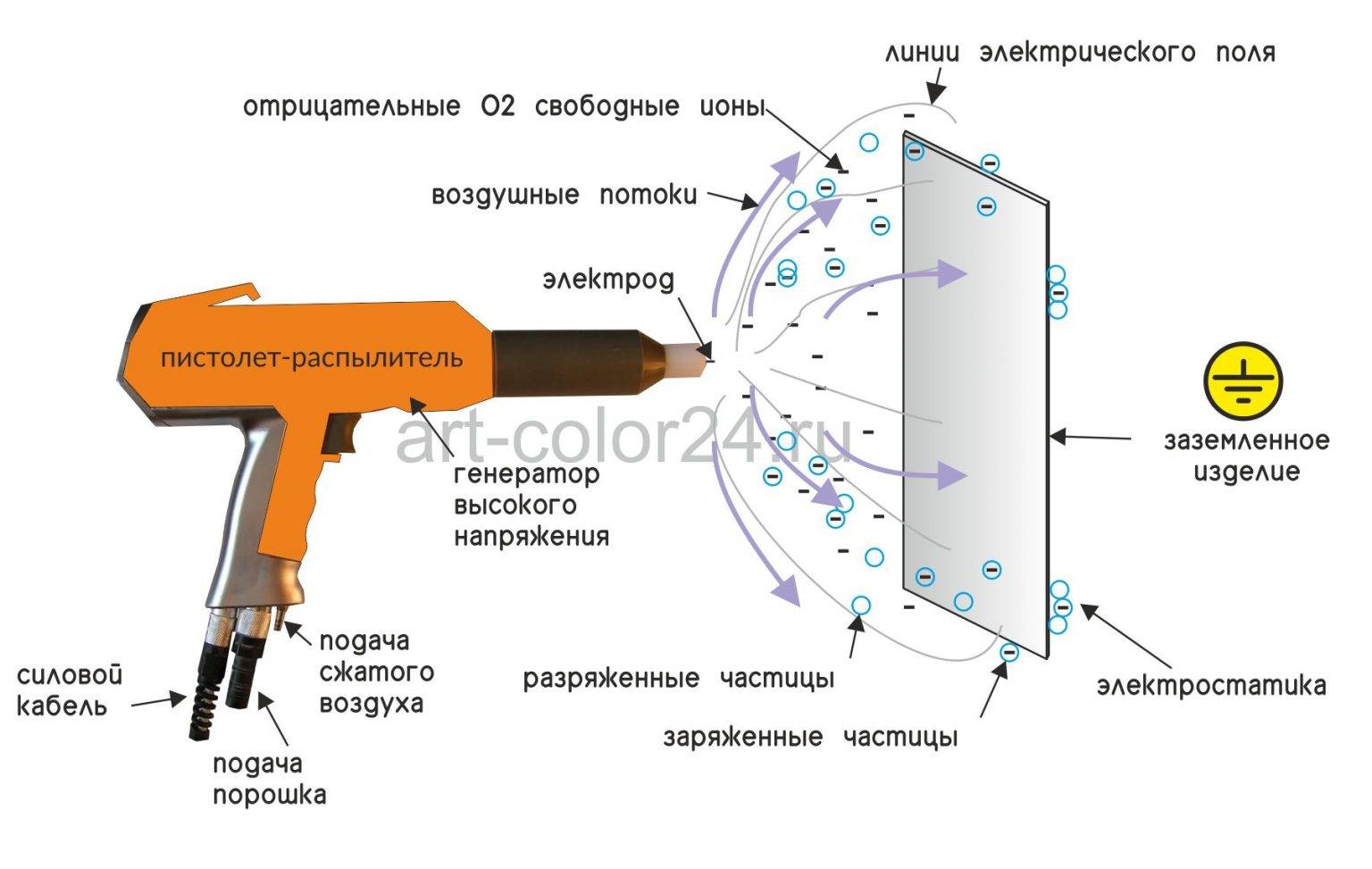
Принцип работы и необходимое оборудование
Порошковый пистолет применяется по следующей схеме, вне зависимости от его габаритов:
- Частицы красящего материала, наделённые зарядом, помещаются внутрь пульверизатора.
- Рядом с обрабатываемой поверхностью создается скопление заряженных частиц цветного порошка.
- Окрашиваемое изделие заземляется и происходит притягивание к нему частиц красителя.
Статья по теме: Комбинированное устройство для полипропиленовых лент: виды, принцип работы
Полная схема осуществления рабочего цикла при помощи краскопульта так же включает следующие компоненты:
- Камеры, куда детали загружаются. Те, кто пользуется трибостатическим оборудованием, так же знакомы с этой деталью.
- Поворотные устройства, которые нужны при навешивании изделий.
- Камера, где будет происходить процесс напыления.
- Циклон, внутри которого частицы материала для лакокрасочных работ формируются и получают заряды.
- Слой, отвечающий за фильтрацию.
- Разгрузочная камера.
- Подающие линии для деталей. Обычно двигаются с небольшой скоростью.
- Камера, где лакокрасочное порошковое покрытие полимеризуется.
- Вентилятор.
- Управляющая система, работающая в автоматическом режиме. Она нужна для контроля над всеми процессами. Данные подробно фиксируются, чтобы потом легче было провести анализ.
- Световое оборудование, открывающее обзор снаружи.
- Отсек для подготовки сжатого воздуха, после этого провоцируется выброс порошковой краски.
- И конечно же сам пистолет для порошкового окрашивания.
На видео: автоматизированный процесс порошковой окраски.
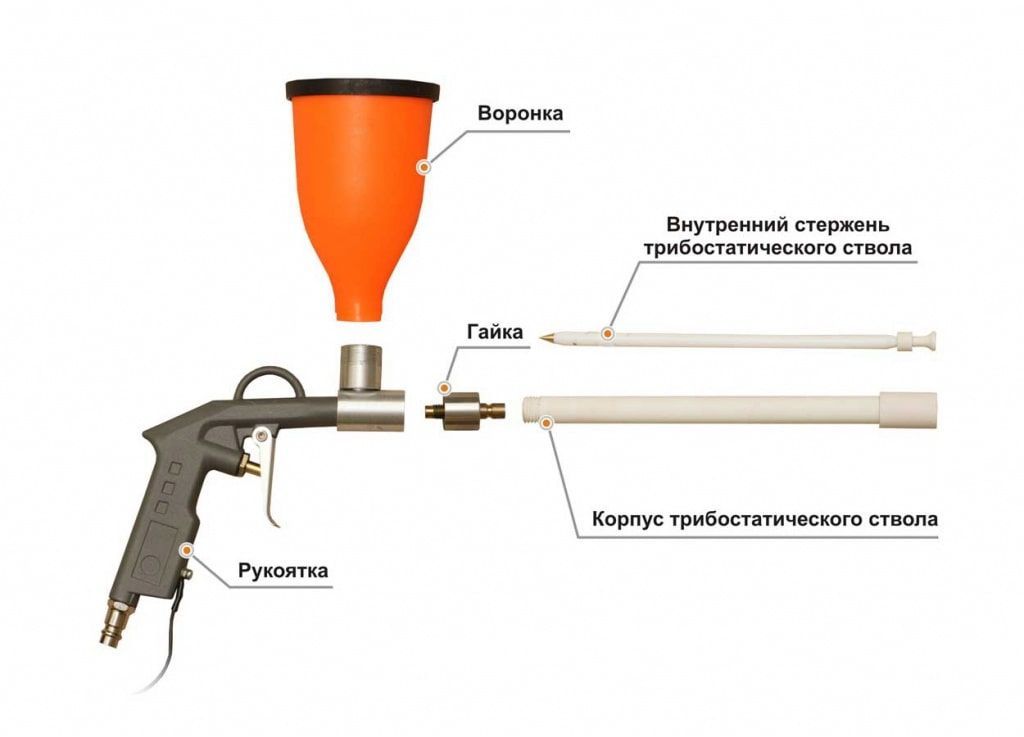
Несколько составных элементов образуют и сам краскопульт для порошковой смеси:
- Воздухоканал, без которого порошковая покраска невозможна.
- Канал подачи смеси.
- Заземляемая линия.
- Поверхности, обеспечивающие заряд частицам порошкового состава.
- порошково-воздушная смесь.
- Насадка, которая подаёт краситель наружу.
Требуемые материалы и оборудование
Итак, дадим подробное описание технологии порошковой окраски металла. Для создания на нем прочного слоя напыления понадобятся:
- печь (камера) для полимеризации: ее можно изготовить самому или приобрести в специализированном магазине;
- пистолет-распылитель: так как стоит подобное устройство немало, его можно также собрать из преобразователя, часто используемого в зажигалках для газовых плит, блока питания и обычной пластиковой бутылки;
- естественно, сама краска.
Печи для сушки потребуется подключить к источнику напряжения, равному 25 кВт. В работе она будет выдавать 6 кВт, на разогреве чуть больше – 12 кВт. Для ее изготовления понадобится толстый листовой металл для корпуса, ТЭНы, вентилятор тангенциального типа, в котором воздушные массы будут перемещаться в одном направлении, а также любой негорючий теплоизолятор для обшивки.
Нагревательные элементы располагают параллельно друг другу на противоположных стенках печи. Основная часть вентилятора крепится вне камеры. Его наваривают таким образом, чтобы выход был узким, а вход достаточно широким. В сушильной печи также необходимо сделать отдельную камеру для напыления. Для обработки крупных деталей лучше предусмотреть тележки рельсового типа.
Изготовление камеры
Количество материала следует рассчитать, выполнив предварительные чертежи. Если вы планируете обрабатывать небольшие детали — можно ограничиться размером 1х1х2 метра. Чем больше камера — тем больше энергии потребуется на её прогрев. А это повлечёт серьёзные энергозатраты. Каркас изготовляется из трубы, его можно покрасить в термостойкую краску. Листы, из которых будут сделаны стенки, должны идеально, герметично прилегать к каркасу. Потолок камеры следует оснастить кронштейнами, к ним будут крепиться обрабатываемые предметы.
Нагревательные элементы ставят по бокам стен. Приборы равномерно распределяют по обеим сторонам снизу вверх. Потом все нагревательные тэны соединяют по продуманной электрической схеме. Тэн для печиснабжают кожухом для защиты, материал должен соответствовать материалу стенок. В кожухе должны быть дырочки для воздуха, который будет подаваться вентилятором. Вентилятор для печи монтируется в устройство с парой воздуховодов. Заборная часть обязана превосходить нагнетательную. Вентилятор ставят так, чтобы его части и узлы находились за пределами покраски.

Воздуховод проектируется так, чтобы интенсивный воздушный поток шёл сквозь защитные кожухи. Воздух должен идти снизу и проходить через подвешенные детали. Температура будет равномерно распределена по всему объёму устройства, что обеспечит качество работы. Управление печью будет осуществляться с помощью блока управления. Он задаст параметры нагревательных тэнов, пустит вентилятор. Им легко будет контролировать температуру в камере. Шкаф управления должен иметь:
- указатели и датчики температуры нагретого воздуха в рабочей камере,
- автомат для запуска вентилятора и тэна,
- автомат отключения устройства в случае аварии.
Датчики контроля монтируют так, чтобы один находился сверху, другой снизу. Они должны быть равно удалены от нагревательных тэнов. Желательно купить фабричный блок, который будет управлять процессами в камере. Устройство будет более функциональным. Терморегулятор с автоматическим контролем задаст более точный режим работы.









Преимущества и недостатки метода
Достоинства технологии порошковой покраски металла:
- экологичность красящего состава.
- минимальная усадка благодаря отсутствию растворителя;
- большой выбор цветов;
- высокая механическая устойчивость окрашенных поверхностей;
- привлекательный вид.
Недостатки:
- Для покраски больших заготовок нужно покупать крупногабаритную печь.
- Невозможно нанести тонкий слой покрытия.
- Порошок плавится только при высокой температуре. Из-за этого технология не подходит для окрашивания пластиковых, деревянных заготовок.
Окрашивание металлических элементов (Фото: Instagram / ooo_pc_alvit)
Выбор оборудования
Подумайте о том, каких размеров изделия будут окрашиваться. Исходя из этого выбирайте оборудование. Его внутренние габариты должны соответствовать изделиям. Если точно не можете определится с размерами, берите оборудование с запасом.
Печь полимеризации может работать на газу или электричестве. Первый вариант дороже. Самый распространенный и доступный вариант нагрева печи – тэны.
Камера напыление может быть с системой рекупирации Циклон или с фильтрами. Первая лучше, когда цвета меняются не чаще одного раза в день. Вторая подходит для частой смены цветов.
При небольших и средних объемах покраски стоит использовать трибостатический распылитель. Он хорошо окрашивает трудные места и углы. Электростатическую установку можно использовать при абсолютно любых объемах. Но и цена у нее намного дороже.
Цены
| 17 | 247 000 | Заказ | ||
| 1500х2000х1500 | проходная | 17 | 258 000 | Заказ |
| 2000х2000х1600 | тупиковая | 25 | 267 900 | Заказ |
| 2000х2000х1600 | проходная | 25 | 285 000 | Заказ |
| 2500х2000х1600 | тупиковая | 33 | 303 900 | Заказ |
| 2500х2000х1600 | проходная | 33 | 326 100 | Заказ |
| 3000х2000х1600 | тупиковая | 40 | 348 500 | Заказ |
| 3000х2000х1600 | проходная | 40 | 373 300 | Заказ |
| 3500х2000х1600 | тупиковая | 48 | 381 100 | Заказ |
| 3500х2000х1600 | проходная | 48 | 408 700 | Заказ |
| 4000х2000х1600 | тупиковая | 48 | 424 600 | Заказ |
| 4000х2000х1600 | проходная | 48 | 454 400 | Заказ |
| 4500х2000х1600 | тупиковая | 55 | 457 000 | Заказ |
| 4500х2000х1600 | проходная | 55 | 492 500 | Заказ |
| 5000х2000х1600 | тупиковая | 65 | 503 000 | Заказ |
| 5000х2000х1600 | проходная | 65 | 538 400 | Заказ |
| 5500х2000х1600 | тупиковая | 65 | 541 700 | Заказ |
| 5500х2000х1600 | проходная | 65 | 579 900 | Заказ |
| 6000х2000х1600 | тупиковая | 72 | 581 100 | Заказ |
| 6000х2000х1600 | проходная | 72 | 614 200 | Заказ |
| 6500х2000х1600 | тупиковая | 80 | 615 000 | Заказ |
| 6500х2000х1600 | проходная | 80 | 660 500 | Заказ |
| 7000х2000х1600 | тупиковая | 80 | 660 500 | Заказ |
| 7000х2000х1600 | проходная | 80 | 703 000 | Заказ |
| 3000х2400х1000 | проходная | 33 | 340 200 | Заказ |
| 4000х2400х1000 | проходная | 40 | 348 700 | Заказ |
| 5000х2400х1000 | проходная | 48 | 416 800 | Заказ |
| 6000х2400х1000 | проходная | 55 | 455 800 | Заказ |
| 7000х2400х1000 | проходная | 63 | 525 900 | Заказ |
 Полимеризационная камера
Полимеризационная камера
 Блок управления полимеризационной камерой
Блок управления полимеризационной камерой
Краскопульты низкого давления
В продаже присутствует большое количество видов пневмоинструмента, и новички не понимают, какой вариант лучше выбрать. Среди всего многообразия многие профессионалы выделяют краскопульт низкого давления. Это связано с получением высокого качества покраски и экономный расход средства. При этом выделяются две разновидности HVLP и LVLP.
 Среди всего многообразия многие профессионалы выделяют краскопульт низкого давления.
Среди всего многообразия многие профессионалы выделяют краскопульт низкого давления.
Высокого объема (HVLP)
Название распылителя низкого давления данного типа расшифровывается, как высокий объем, низкое давление. Это усовершенствованный вариант первых устройств с подобным принципом. Первые модели отличались увеличенным расходом краски, а также они загрязняли окружающее пространство.
При использовании данного оборудования на входе давление увеличенное, а на выходе сокращается в разы. Закон указывает производителям, что перенос материала не должен быть ниже 65%, обычно эта цифра равна 75%.
 При использовании данного оборудования на входе давление увеличенное, а на выходе сокращается в разы.
При использовании данного оборудования на входе давление увеличенное, а на выходе сокращается в разы.
Низкого объема (LVLP)
Данный тип, максимально модернизированный вариант первого распылителя, аббревиатурное обозначение с английского переводится как – низкий объем, низкое давление. Экономия красящего вещества удивляет, а также с ним очень удобно работать.
Для действия системы распыления необходимо меньшее давление воздуха, и сокращение его на выходе примерно будет меньше в 2 раза. От этого не страдает качество получаемого слоя краски, и его размеры не сокращаются. Перенос средства у подобных устройств равен 75-90%.
 Экономия красящего вещества удивляет, а также с ним очень удобно работать.
Экономия красящего вещества удивляет, а также с ним очень удобно работать.
Заключение
В заключительной части этой статьи постараемся ещё раз заострить ваше внимание на важности подготовительных процедур, связанных с обустройством подходящего для проведения работ помещения и приобретением всего необходимого оборудования и порошковых материалов. Несмотря на кажущуюся сложность описанного нами технологического процесса, его реализация вполне по силам внимательному и аккуратному исполнителю. При условии выполнения требований и рекомендаций этой статьи и в отсутствие спешки вы сможете преодолеть возникшие по ходу работ трудности и успешно справиться со всеми поставленными задачами
При условии выполнения требований и рекомендаций этой статьи и в отсутствие спешки вы сможете преодолеть возникшие по ходу работ трудности и успешно справиться со всеми поставленными задачами
При условии выполнения требований и рекомендаций этой статьи и в отсутствие спешки вы сможете преодолеть возникшие по ходу работ трудности и успешно справиться со всеми поставленными задачами
Несмотря на кажущуюся сложность описанного нами технологического процесса, его реализация вполне по силам внимательному и аккуратному исполнителю. При условии выполнения требований и рекомендаций этой статьи и в отсутствие спешки вы сможете преодолеть возникшие по ходу работ трудности и успешно справиться со всеми поставленными задачами.





