
Способы обработки
Сделать фанеру влагостойкой можно самостоятельно. Для этого существует несколько способов
Важно помнить, что процесс обработки требует подготовки панели:
- Влажная плита высушивается.
- Поверхность шлифуется с помощью мелкозернистой наждачной бумаги. Для этой цели используют шлифовальную машинку.
- Добросовестно удаляются заусенцы с торцов листа.
- При необходимости шпаклюются все сколы.
- Изделие очищается от пыли сухой ветошью.
Часто фанеру используют как черновой пол, применяя ее в качестве основания для дорогих напольных покрытий. В этом случае пластину покрывают акриловой грунтовкой. Акрил защищает панель от плесени и грибков. После этого фанеру для пола пропитывают влагостойкими лаками или покрывают красками.
Обработка фанеры осуществляется с помощью таких пропитывающих средств, как:
- клей ПВА,
- олифа,
- стеклоткань,
- воск,
- нитрокраски.
Каждый вариант рассмотрим отдельно.
Клей ПВА
Надежно защитить пластину от влаги и грибка может клей ПВА. Лист покрывают слоем клея, тщательно промазывая всю поверхность. Для такой манипуляции изделие кладут горизонтально. Следующий слой наносят после намокания всей поверхности. Клей накладывают так долго, пока он не проступит на обратной стороне. Изнаночную сторону обрабатывают аналогично. После просушки панель готова к использованию. У такого способа пропитки есть большой недостаток: он занимает много времени (около 4 дней).
Клей ПВА можно заменить эпоксидной смолой, в которую предварительно добавляют отвердитель и ацетон. Операция нанесения смолы аналогична операции нанесения клея ПВА. Следует помнить, что смола токсична. Фанеру, обработанную этим способом, запрещается устанавливать внутри помещений.
Олифа
Вещество, созданное на основе льняного и других растительных масел, прошедших термообработку, называется олифой. Химические добавки, внесенные в ее состав, способствуют быстрому высыханию средства. Олифа применяется для создания стойких защитных покрытий, а также в качестве основы для разных красок. На приусадебных участках ее применяют для розжига костров.
Льняное масло — натуральный продукт, получаемый способом механического отжима льняного семени. Чистое масло иногда используется для покрытия вещей, находящихся в сухих помещениях: декоративной мебели, предметов быта. Но обработка дерева льняным маслом не приводит к созданию прочного водостойкого покрытия. К тому же масло на фанере долго сохнет. Такое покрытие ценят за экологичность и антисептические свойства, а также — за способность сохранить древесину от растрескивания.
Спасти фанеру от влаги — значит покрыть ее олифой, разогретой до t 50-60 °С. Отшлифованную поверхность, торцы и углы изделия тщательно промазывают. После подсушки первого слоя наносят второй. Чтобы ускорить высыхание, рекомендуется использовать фен. Олифу наносят до тех пор, пока она не перестанет впитываться. Далее пропитанный лист переворачивают и операцию повторяют. Этот вариант отделки подходит для панелей, предназначенных для пола. Высохший материал, по желанию, покрывают лаком или краской.
Стеклоткань
Стеклоткань — материал, который тоже может защитить фанеру от влаги. Подготовленную для обработки пластину покрывают водостойким лаком, в котором отсутствуют эпоксидные и полиэфирные смолы. После просушивания (около 2-х часов) на плиту накладывают кусок стеклоткани. Затем сверху наносят завершающий слой лака. При необходимости стеклоткань заменяется марлей. Покрытая лаком, она не будет отличаться от стеклоткани.
Воск
Небольшие по площади поверхности можно обработать смесью воска, скипидара и натуральной олифы в соотношении 2:1:1. Воск растапливают на водяной бане. В него добавляют олифу, скипидар. Смесь остужают и наносят на фанеру. После высыхания поверхность тщательно полируют.
Нитрокраска
Фанеру, использование которой предполагает контакт с водой, обрабатывают нитроэмалевыми и нитроглифталевыми красками. На изделие, покрытое олифой и уже высушенное, наносят грунтовку в виде краски. Далее ее покрывают нитрокраской. Ткань, пропитанную нитрорастворителем, укладывают на лист и окончательно красят. Покрасить фанеру последний раз нужно тонким слоем, иначе изделие потеряет свою прочность.
Технологический процесс производства
Следующим технологическим процессом производства выступает проверка целостности шпона. При обнаружении дефектов, таких как сучки или червоточины, они на специальном станке удаляются, а вместо них устанавливается заплата. С этого момента оборудование для производства фанеры практически исключает ручной труд, все остальные операции выполняются станками. Первым этапом идет сушка в туннельной сушилке. Листы, проходя по конвейеру обдуваются горячим воздухом, на выходе влажность древесины должна быть не больше чем 4%.
Склеивание
Из полученного шпона дальше идет формирование массы фанеры. В зависимости от типа клеевого состава осуществляется склеивание слоев в определенном порядке – при использовании натуральных составов клеем покрываются только четные слои шпона. Для конструкционных и влагостойких типов фанеры применяются синтетические типы клея. Здесь клей наносится на все слои шпона. Нанесение клеевого состава при изготовлении фанеры производится при помощи специального станка, здесь клей наносится ровным слоем по всей поверхности листа.
Машина-автомат самостоятельно склеивает полотна шпона, чередуя слои так, чтобы волокна соседних слоев были взаимно перпендикулярны. Это обязательное условие получения качественной продукции.
Холодное склеивание или термическая обработка под давлением
В зависимости от используемой рецептуры клея изготовление фанеры осуществляется с помощью технологии холодной или горячей (термической) обработки под давлением.
При холодной технологии склеивания полотна шпона склеиваются и помещаются под пресс при обычной температуре. Через 6-8 часов находясь под прессом, клей надежно соединяет пласты.
При горячей технологии склеивания слои шпона с нанесенным составом помещаются под горячий пресс. Здесь высыхание клея осуществляется при температуре 60-80 градусов.
Нанесение покрытия
Производить фанеру можно только из высококачественного материала.
Для нанесения декоративного или специального покрытия применяются различные технологии и материалы. Чаще всего гладкое защитное покрытие наносится в виде слоя пластика. Лист полимерного материала приклеивается на поверхность при помощи клея на основе синтетической смолы. Для получения поверхности с определенной текстурой применяется технология горячего тиснения, когда слой смолы наносится на фанерный лист, а после этого во время просушивания осуществляет тиснение нужного рисунка на поверхности.











Производство фанеры поэтапно
Первый шаг в производстве – это первичная обработка древесины (как правило, из хвойных деревьев), которую необходимо замерить и раскроить на бруски. Дерево поддают действию пара или помещают в бассейн с тёплой водой (примерно 40 градусов по Цельсию). Это увеличивает пластичность материала.
Второй этап – снятие коры с древесины. Кора – это побочный продукт производственного процесса, но её, как правило, перемалывают и пускают на прессовку ДСП.
Третий шаг изготовления – распилка на куски длинной от 1,3 до 1,6 м. Их называют «чураками».
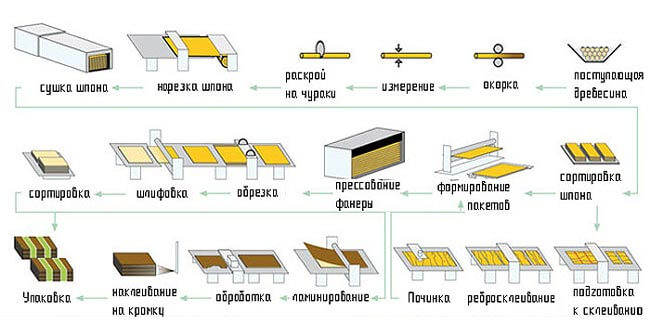
Четвёртый этап производства – круговая распилка чурака по диаметру. В результате получаем лист древесины, который имеет название «шпон». Шпон разрезают до необходимых размеров и сушат в стопках при воздействии потока тёплого воздуха.
Процесс лущения березового шпона на предприятии по изготовлению фанеры.
Пятый этап в изготовлении материала – проверка просушки шпона. Это обязательный шаг, так как сырую древесину нельзя использовать для изготовления фанеры. Сырые листы утилизируют или отправляют на повторную сушку тёплым воздухом. Шпоны прессуют, шлифуют и отправляют на следующий этап обработки.
Шестой шаг – полосы дерева склеивают в полотна, которые позже разрезаются до необходимых размеров и ламинируют.
Финальные работы: сортировка, обработка краёв материала и упаковка.
Список требований, которые необходимо учитывать при производстве материала.
| 1. | Для изготовления наружных слоев фанеры применяют шпон лиственных пород: березы, ольхи, клена, ильма, бука, осины, тополя, липы. Для внутренних слоев, кроме названных, также применяют шпон хвойных пород: сосны, ели, пихты, лиственницы и кедра. |
| 2. | Вставки из шпона должны подходить к поверхности, прочно держаться и соответствовать по направлению волокон древесине породы наружного слоя фанеры. Для II сорта вставки должны соответствовать цвету древесины. |
| 3. | Замазки должны быть подобраны по цвету древесины данного сорта, обеспечивать приклеивание облицовочных материалов, не выкрашиваться при механической обработке и гнутье фанеры, не растрескиваться. |
| 4. | Замазки должны быть подобраны по цвету древесины данного сорта, обеспечивать приклеивание облицовочных материалов, не выкрашиваться при механической обработке и гнутье фанеры, не растрескиваться. |
| 5. | Фанера должна быть сформирована в пакеты массой не более 1500 кг отдельно по породам, маркам, сортам, классу эмиссии, видам обработки поверхности и размерам. |
| 6. | Качество и размеры листов фанеры проверяют выборочным контролем. Допускается по согласованию изготовителя с потребителем осуществлять проверку сплошным контролем. |
| 7. | Предел прочности при скалывании по клеевому слою, предел прочности при статическом изгибе волокон наружных слоев, предел прочности при растяжении вдоль волокон контролируют для каждой марки, толщины и слойности фанеры не реже одного раза в месяц. Допускается контроль для каждой партии по согласованию изготовителя с потребителем. Для этого отбирают 0,1% листов от партии, но не менее одного листа. |
| 8. | Длину и ширину фанеры измеряют в двух точках параллельно кромкам на расстоянии не менее 100 мм металлической рулеткой по ГОСТ 7502 с погрешностью 1 мм. За фактическую длину (ширину) листа принимают среднее арифметическое значение результатов двух измерений. Толщину измеряют на расстоянии не менее 25 мм от кромок и посередине каждой стороны листа толщиномером по ГОСТ 11358 или микрометром по ГОСТ 6507 с ценой деления не более 0,1 мм. |
Производство стройматериала регулируется ГОСТом 3916.1-96
Технологический процесс изготовления
Технология производства фанеры состоит из многих последовательных шагов, которые, можно осилить усилиями сравнительно небольшого предприятия. Рассмотрим детальнее, как округлые и относительно тонкие бревна превращаются в плоские листы довольно крупного размера.
Материалы
Фанерное сырье имеет далеко не последнее значение в вопросе о том, насколько качественным получится лист. Каждый используемый сорт древесины имеет собственные эксплуатационные характеристики, поэтому из разного дерева изготавливают различный материал.
Береза
Пожалуй, оптимальное решение для производства фанерных листов – не зря многих производителей хвалят именно за березовую продукцию. Такая древесина очень плотная и прочная, у нее даже тонкий шпон не ломается и не трескается.
Ольха
Если материал планируется к использованию на улице, и он неизбежно будет подвергаться регулярному воздействию большого количества влаги и перепадам температур, то шпон из ольхи, отлично противостоящий усыханию, будет как нельзя кстати. Такое сырье не деформируется, невзирая ни на какие погодные условия. При этом древесина ольхи стоит довольно дорого, потому фанеру из нее в чистом виде практически не встретишь.
Липа
Такая древесина хороша тем, что встречается довольно часто даже в тех регионах, где нет густых лесов, при этом липовый шпон по своим свойствам похож на разновидности, которые описаны выше.
Хвойные породы
Среди представителей хвойных наиболее подходящими для производства фанерных листов считаются самые распространенные сосна и ель, хотя иногда используются также пихта, кедр и лиственница. Если говорить о качестве древесины, то хвойные сорта обычно критикуются: у бревен годичные кольца отличаются неоднородностью, поэтому шпон часто трескается и лущится неровно, чем особенно «грешит» сосна. Такая структура фанеры предсказуемо делает ее менее прочной, однако продукт все равно привлекателен в тех случаях, когда на конструкции не предвидится большой нагрузки. Эта фанера весит намного меньше, и ее проще транспортировать.
У каждого сорта древесины есть как преимущества, так и недостатки. Чтобы решить проблему, многие современные производители делают один лист из нескольких пород древесины, перемежая слои шпона.
Склеивание
Предприятие полного цикла редко закупает шпон с целью только склеивать его – переработка начинается с бревен. В первую очередь такое сырье на специальной автоматизированной линии проходит очистку от коры и обрезку сучков. После этого ствол разрезается на фрагменты, удобные для последующего шпонирования.
В процессе доставки древесина может приобрести неодинаковую влажность, и шпон будет нарезаться неравномерно. Чтобы избежать проблемы, куски дерева вымачивают в ваннах с водой, к которой добавляют вещества, улучшающие полезные свойства древесины. После этого куски отправляются на лущильный станок, где острыми лезвиями с их поверхности снимается шпон.
Шпон в большинстве случаев имеет вид либо ленты, либо листов. В таком виде его раскраивают на фрагменты, удобные для формирования изделий запланированного размера. Уже обрезанным шпон проходит по специальному конвейеру, где обдувается горячим воздухом и приобретает уровень влажности не более 4–6%. После этого, чаще всего вручную, производится сортировка шпона по размеру кусков.
Затем переходят непосредственно к склеиванию. Клеящее вещество наносится только на тот слой, который будет внутри толщи листа, его «облицовка» накладывается сверху, не будучи смазанной клеем. В зависимости от того, какая толщина изделия требуется, производитель может добавлять больше наружных слоев, но при этом клеем всегда промазывается тот, который на следующем этапе будет сердцевиной.
Для дальнейшего уплотнения материала его прессуют. Способ прессования зависит от типа использованного клея: это либо 6 часов при стабильной температуре (холодный пресс), либо быстрое сжатие с нагревом и высоким давлением (горячий пресс). Ламинирование и шлифовка завершают процесс производства.
Стадии производства фанеры
Фабричное производство фанеры разных видов, на некоторых этапах немного отличается, но основной технологический процесс ее изготовления остаётся все тем же.
Существуют следующие этапы производства:
- Подготовка древесины.
- Заготовка шпона.
- Склеивание шпона в листы.
- Нанесение защитного и облицовочного покрытия.
Заготовка древесины для получения фанеры

Для производства фанеры используется шпон из лиственных пород и хвойной древесины. Для наружных слоев предпочитают березу, реже граб, тополь, бук и ольху. Цена березового шпона в закупке материала, является самой дешевой, потому она и обрела такую популярность среди производителей. Граб, тополь, бук и ольху считают дорогостоящими материалами, потому их используют для производства шпона по индивидуальным заказам. С хвойных пород деревьев, часто изготавливают внутренний слой, из-за хорошей прочности и небольшой стоимости этой древесины в закупке.










Привезенный материал в первую очередь проходит калибровку на специальном станке. Снимаются все излишки, сучки и кора в результате достигается ровный круг на срезе в соотношении с центром древесины. Длинные бревна разрезаются на одинаковые чурки и направляются на этап варки.
Размягчённое в воде бревно легче поддается лезвиям станков, это в несколько раз ускоряет процесс нарезания и сохраняет длительное время податливость материала.
В воду могут добавлять вещества, придающие будущим изделиям дополнительные свойства. Как только древесина равномерно пропитываться влагой, ее отправляют на этап изготовления шпона.
Процедура изготовления и отделки шпона
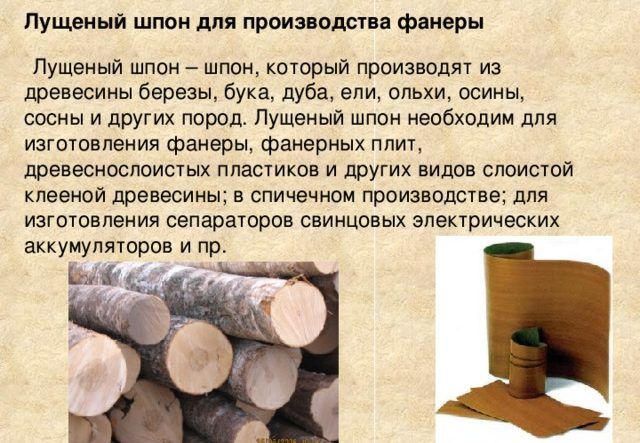
Шпон для производства фанеры
Подготовленные бревна загружают в специальные установки, фиксируя их между тремя валиками и, с помощью лезвий срезают листы или ленту шпона. Валики одновременно фиксируют и вращают бревна с заданной скоростью. Размеры определяют в зависимости от технических характеристик лущильного станка и размеров готовой продукции. Листы складывают в стопки, а ленту сматывают в рулон.
Далее, шпон загружают в форматно-раскроечный станок, с которого выпускают ленту и ножами нарезают ее на листы требуемых размеров. Весь процесс автоматический и настраивается оператором станка.
Сушка проводится в специальных закрытых помещениях, с автоматическим контролем температуры. Горячий воздух стараются распределять неравномерно, чтобы разделить сушку на несколько последовательных этапов. Рулоны или листы в подвешенном состоянии перемещают по многоэтажной роликовой системе. Это позволяет провести процесс сушки максимально эффективно с соблюдением всех временных ограничений. Влажность шпона должна быть – от 4 до 6%.
После сушки, шпон проходит ОТК. Контролеры и рабочие удаляют все дефектные участки, листы сортируют согласно требуемым размерам и влажности. Готовый элемент отправляют в цех производства фанеры.

Цех по производству фанеры
Производство фанеры: технология и видео основных этапов процесса
Фанера – это необычный листовой материал, со свойствами, которые столь уникальны, что использовать его можно и для любительских поделок и для обшивки морских судов. При производстве фанеры технология, которая используется для получения материала с особыми качествами, имеет свою специфику. Но есть общая последовательность операций, которые повторяются при изготовлении фанеры любого назначения.
Из чего состоит фанера
Технология производства фанеры разработана так, чтобы получить определенную структуру, которая представляет собой слои древесины, число которых может доходить до 21, склеенные между собой клеевыми составами. Причем самыми популярными сортами древесины, которые применяют для изготовления фанеры, являются сосна и береза, которые придают особые свойства материалу. Клеевые составы для соединения древесных слоев, изготавливаются на основе смол, которые влияют на свойства фанеры не меньше, чем древесина.

Фанера из березы
Технология производства фанеры
Технология производства фанеры из березового шпона это сложный многоэтапный процесс, который требует точного соблюдения методик, чтобы получить качественный листовой материал.
Основные этапы изготовления фанеры:
Подготовка древесины. Стволы березы подбирают по размеру. То есть для получения листовую фанеру размером 1,2 м на 2,4 м, нужны стволы длиной 5,20 м с диаметром от 20 до 40 см, которые распиливают на чурки от 1,3 м до 2,6 м. После этого березовые чурки проваривают в бассейне в течение суток. Это значит, что вода должна иметь температуру около 40оС;

Проваривание березовых стволов в бассейне

Окорочный станок
Распиловка и лущение. Бревна распиливаются, и на специальных станках начинается лущение, то есть срезается тонкая лента шпона. Из березы получается очень тонкий шпон толщиной около 1,5 мм, который лучше чем шпон других сортов древесины. Во время лущения происходит контроль качества шпона, и лущильные станки подстраивают под каждую партию;
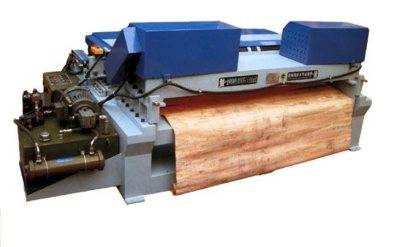
Лущильный станок
- Рубка шпона. Шпон режется на форматные листы автоматическими ножницами. Чтобы получить фанеру размером 1,2 м на 2,4 м шпон должен быть разрезан на листы размером 1,3 м на 2,6 м.
- Просушивание шпона. В сушилке листы шпона обдувают прогретым воздухом в течение 10 мин. За это время 90% влажности уходит из древесины.
- Сортировка шпона. При сортировке выявляют листы, которые имеют повреждения, например, трещины, выпавшие сучки. Кроме того отбраковывают недосушенный шпон, который отправляют на повторную сушку.

Сборка пакетов
- Холодная подпрессовка в течение 10 мин проводится для того, чтобы получить пакет шпона, удобный для транспортировки;
- Горячее прессование проводят при температуре 130 оС на специальном прессе.
Более подробно расскажет технологию производства фанеры видео:
Сюжет демонстрирует, что качественная фанера – это результат сложного процесса, который повторить в кустарных условиях невозможно без специального оборудования.
Факторы, влияющие на качество
При оценке пиломатериалов учитывают:
- точность размеров;
- соответствие заданному профилю;
- шероховатость поверхностей;
- наличие дефектов.
Если первые три пункта зависят от механической обработки, то на общее состояние дерева напрямую оказывают влияние факторы, связанные с условиями хранения сырья.
Климатические факторы
Сюда относят осадки, ультрафиолетовое излучение, колебания температуры, интенсивность ветра. Холод и влага заставляют дерево гнить, а прямые солнечные лучи в сочетании с сильным ветром приводят к пересушиванию и образованию трещин.
Биологические факторы
На древесине часто развиваются бактерии, грибы, водоросли, плесень. Возможно также поражение сырья жуками-точильщиками, которые режут внутри лабиринт из туннелей.
Технологический процесс производства фанеры
В России в 1819 году был изобретен лущильный станок, что послужило началом производства лущеного шпона. Слово «шпон» в переводе с немецкого языка означает щепа, стружка. Три или более листа шпона, склеенные в плоский лист со взаимно перпендикулярным расположением волокон в смежных слоях, получили название фанеры.










Древесина как природный материал обладает различными свойствами в разных направлениях древесного волокна. В фанере разнородность свойств значительно меньше, так как склеивание слоев производится со взаимно перпендикулярным расположением волокон древесины. Значительная прочность фанеры в продольном и поперечном направлениях при малой объемной массе, сравнительно большой размер листа по площади, возможность придавать ему необходимую форму — все эти качества определили область применения фанеры как конструкционного, строительного и поделочного материала.
Россия производит в настоящее время более двух миллионов кубических метров фанеры, из которых большой объем производства занимает березовая фанера и ряд ее специальных видов. Водостойкую фанеру используют как конструкционный материал при изготовлении балок, рам, плит и панелей. В самолетостроении такую фанеру применяют для производства планеров и легких самолетов (для нужд сельского хозяйства). Широко используют фанеру в мебельном и тарном производствах, в производстве контейнеров, для изготовления корпусов аудиотехники, в текстильной промышленности (для погонялок, челноков и т.п.). В промышленности и строительстве фанера успешно заменяет пиломатериалы: 1 м3 фанеры может заменить до 3,3 м3 пиломатериалов, а в производстве тары 1 м3 лущеного шпона заменяет до 4 м3 пиломатериалов. Большим спросом пользуется фанера, облицованная строганым шпоном твердолиственных и ценных пород древесины, либо светостойкой пленкой с бумажным подслоем, имитирующим такие породы.
Фанерная промышленность в России развивается за счет модернизации и расширения действующих предприятий и строительства новых фанерных заводов на Урале. Сибири и Дальнем Востоке, т. е. в районах с большим запасом сырья. Увеличение выпуска фанеры может быть достигнуто за счет повышения производительности труда и совершенствования технологических процессов производства. Выполнение этой задачи возможно при использовании последних достижений науки и техники, механизации и автоматизации производственных процессов. Все шире внедряется в фанерной промышленности научная организация труда. Она позволяет с меньшими затратами труда получать больше продукции на том же оборудовании и с тех же производственных площадей. Большое значение для повышения производительности труда и умелого владения технологическим оборудованием имеет опыт работы передовиков производства. Для дальнейшего развития этой перспективной отрасли народного хозяйства необходимы квалифицированные рабочие, владеющие современным оборудованием, знающие технологию производства. Также фанера широко применяется при ремонте квартир и помещений.
Лакирование фанеры
Лак для фанеры тоже является отличным защитником от влаги и сырости. Для работы с такими плитами предназначены такие виды лаков:
- нитроцеллюлозные;
- спиртовые;
- масляные;
- полиэфирные;
- мочевиноформальдегидные;
- полиуретановые.

Выбор лака для фанеры
Учитывая такое разнообразие видов и к тому же производителей, чтобы не растеряться и быстро определиться с нужным вам вариантом, примите во внимание такие факторы:
- Самые востребованные из всех при обработке фанеры – это нитролаки. Они быстро высыхают, обладают необходимыми качествами твердости, влагостойкости и эластичности.
- Самые непопулярные – спиртовые составы.
- С каждым годом все чаще используются полиуретановые лаки. Это связано с устойчивостью к воздействию атмосферных явлений, износостойкостью и долговечностью.

Инструкция по лакировке фанеры
- Тщательно отшлифуйте поверхность мелкозернистой наждачной бумагой.
- Очистите от отходов переработки.
- Обработайте фанеру грунтовкой и просушите.
- Нанесите первый слой лака длинными мазками, распределяя его по всей поверхности. Делайте это с помощью кисти, валика или специального шпателя для лака.
- Дождитесь полного высыхания вещества.
- Повторно нанесите лак.
Особенности фанеры сорта 4 4
Укладка линолеума на фанеру: преимущества, технология и полезные советы Среди большинства потребителей очень востребована сегодня фанера сорт 4 4, что это значит и что послужило этому причиной? Прежде всего ее низкая стоимость и отличные эксплуатационные характеристики. Этот материал отличает высокое качество соединения слоев и нешлифованная поверхность (содержит много дефектов), поэтому он используется лишь для изготовления упаковочной продукции и тары. Пригоден для настилания черного пола и для базового основания под ковролин и прочие финишные покрытия.
Технические параметры листов:
- размер листов 1500х1500 мм;
- толщина полотна – 8 мм;
- отклонение по ширине/длине – в пределах 2 мм;
- ІV сорт.
Фанера ФСФ хвоя,1, 22*2, 44 18 мм, нешлифованнаяИсточник tap.az





